
Page 36 - 理化检验-物理分册2023年第十二期
P. 36
姚士聪, 等: 汽车冲压外覆盖件高点高度影响因素及控制阈值
=7.946+0.255×高点高度。结合该式可计算出高 冲压覆盖件高点高度对喷漆后漆膜的长短波及鲜映
点极限高度标准为10.496 μ m 。 性的影响进行研究, 并根据各参数的相关性关系及
2.10 结果与讨论 主机厂涂装控制标准得出冲压车间高点极限高度控
由结果可知, 高点高度与漆膜长波数量呈较强 制标准, 对冲压过程清洁度控制提出了建议。
的正相关关系, 这是由于漆膜有一定流动性, 在喷涂 ( 1 )冲压件高点高度与异物的尺寸及种类、 材
及烘干过程中会产生自流平, 对材料表面有一定的 料厚度呈正相关关系, 即异物尺寸越大、 异物弹性模
遮盖性, 喷漆对高点的遮盖作用如图13所示。汽车 量越大、 材料厚度越大, 形成的高点高度越大; 而高
板实际表面形貌的几何形状偏差一般分为3种误差 点高度与模具间隙呈负相关关系, 即模具间隙越小,
结构形式, 即形状误差、 表面波纹度和表面粗糙度, 高点高度越大。
分布在不同的波长范围 [ 10 ] 。根据 ASME ( 美国机械 ( 2 )面漆漆膜长波数量与冲压件高点高度呈强
工程师协会) 的定义, 粗糙度的波长小于 1mm , 波 的正相关关系, 随着高点高度的增加, 高点处漆膜长
纹度的波长为1~10mm , 而波长大于10mm 的为 波数量增大, 而面漆漆膜的短波及鲜映性与高点高
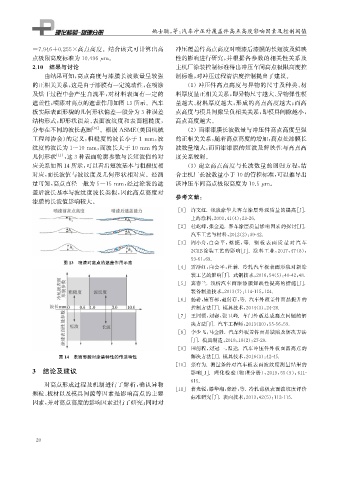
几何形状 [ 11 ] , 这3种表面轮廓参数与长短波值的对 度关系较弱。
应关系如图14所示, 可以看出短波基本与粗糙度相 ( 3 )建立高点高度与长波数量的回归方程, 结
对应, 而长波值与波纹度及几何形状相对应。经测 合主机厂长波数量小于10的管控标准, 可以推导出
量可知, 高点直径一般为5~15mm , 经过涂装的遮 该冲压车间高点极限高度为10.5 μ m 。
盖后波长基本与波纹度波长类似, 因此高点高度对
参考文献:
漆膜的长波值影响较大。
[ 1 ] 许文红. 浅谈豪华大客车涂层外观质量的提高[ J ] .
上海涂料, 2003 , 41 ( 4 ): 23-26.
[ 2 ] 杜屹峰, 张金道. 客车涂层质量影响因素的探讨[ J ] .
汽车工艺与材料, 2012 ( 2 ): 39-42.
[ 3 ] 周小舟, 白会 平, 蔡 捷, 等.钢 板 表 面 质 量 对 汽 车
2C1B涂装工艺的影响[ J ] . 涂料工业, 2017 , 47 ( 8 ):
59-61 , 69.
图13 喷漆对高点的遮盖作用示意
[ 4 ] 雷泽红, 白会平, 杜蓉. 冷轧汽车板表面形貌对新涂
装工艺的影响[ J ] . 武钢技术, 2016 , 54 ( 5 ): 40-42 , 48.
[ 5 ] 宾春兰. 浅析汽车面漆漆膜鲜映性提高的措施[ J ] .
装备制造技术, 2013 ( 7 ): 114-115 , 124.
[ 6 ] 杨希, 康育彰, 赵付存, 等. 汽车外覆盖件面品提升的
控制方法[ J ] . 模具技术, 2014 ( 3 ): 24-26.
[ 7 ] 王同领, 刘赛, 张卫峰. 车门外板总成高点问题的解
决方法[ J ] . 汽车工程师, 2013 ( 10 ): 55-56 , 59.
[ 8 ] 李少飞, 马金胜. 汽车外覆盖件面品缺陷及解决方法
[ J ] . 模具制造, 2018 , 18 ( 2 ): 27-29.
[ 9 ] 田前程, 刘冠一, 温达. 汽车冲压件外板面品高点的
图14 表面形貌对涂装特性的传递特性 解决方法[ J ] . 模具技术, 2016 ( 3 ): 42-45.
[ 10 ] 张有为. 测量条件对汽车板表面波纹度测量结果的
3 结论及建议 影响[ J ] .理化检验( 物理分册), 2019 , 55 ( 9 ): 611-
对高点形成过程及机制进行了解析, 确认异物 615.
[ 11 ] 蒋光锐, 滕华湘, 张浩, 等. 冷轧薄板表面波纹度评价
颗粒、 板材以及模具间隙等因素是影响高点的主要
标准研究[ J ] . 表面技术, 2013 , 42 ( 5 ): 112-115.
因素, 并对高点高度的影响因素进行了研究; 同时对
2 0