
Page 34 - 理化检验-物理分册2023年第九期
P. 34
张大伟, 等: 锻钢冷轧辊涡流检测技术
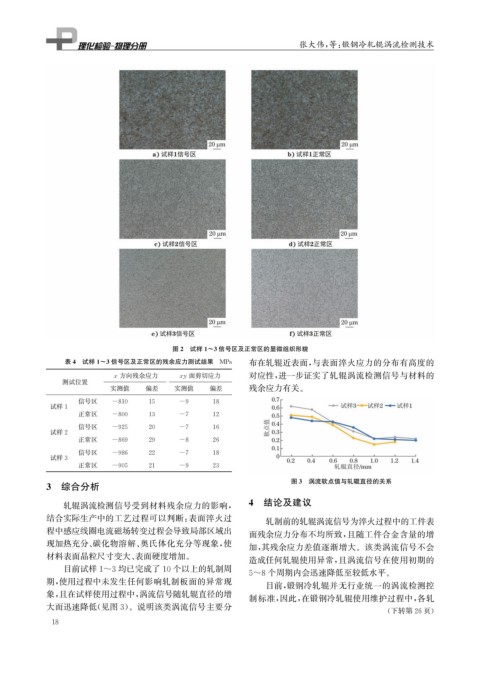
图2 试样1~3信号区及正常区的显微组织形貌
布在轧辊近表面, 与表面淬火应力的分布有高度的
表4 试样1~3信号区及正常区的残余应力测试结果 MPa
x 方向残余应力 x y 面剪切应力 对应性, 进一步证实了轧辊涡流检测信号与材料的
测试位置
实测值 偏差 实测值 偏差 残余应力有关。
信号区 -810 15 -9 18
试样1
正常区 -800 13 -7 12
信号区 -925 20 -7 16
试样2
正常区 -869 29 -8 26
信号区 -986 22 -7 18
试样3
正常区 -905 21 -9 23
图3 涡流软点值与轧辊直径的关系
3 综合分析
4 结论及建议
轧辊涡流检测信号受到材料残余应力的影响,
结合实际生产中的工艺过程可以判断: 表面淬火过 轧制前的轧辊涡流信号为淬火过程中的工件表
程中感应线圈电流磁场转变过程会导致局部区域出
面残余应力分布不均所致, 且随工件合金含量的增
现加热充分、 碳化物溶解、 奥氏体化充分等现象, 使 加, 其残余应力差值逐渐增大。该类涡流信号不会
材料表面晶粒尺寸变大、 表面硬度增加。 造成任何轧辊使用异常, 且涡流信号在使用初期的
目前试样1~3均已完成了10个以上的轧制周
5~8个周期内会迅速降低至较低水平。
期, 使用过程中未发生任何影响轧制板面的异常现
目前, 锻钢冷轧辊并无行业统一的涡流检测控
象, 且在试样使用过程中, 涡流信号随轧辊直径的增
制标准, 因此, 在锻钢冷轧辊使用维护过程中, 各轧
大而迅速降低( 见图3 )。说明该类涡流信号主要分
( 下转第26页)
1 8