
Page 51 - 理化检验-物理分册2023年第八期
P. 51
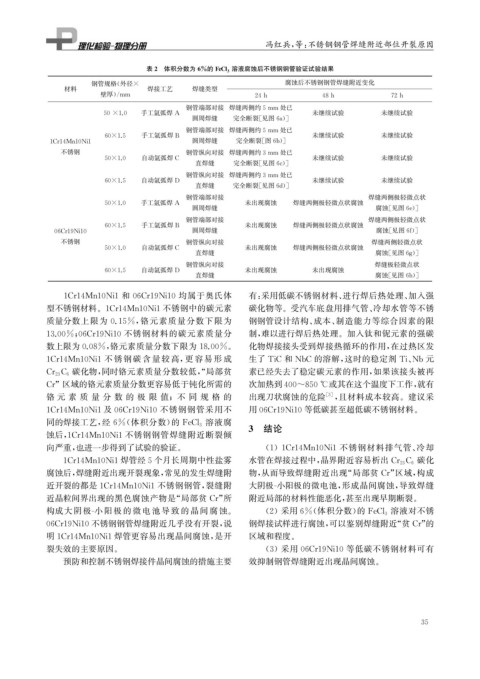
冯红兵, 等: 不锈钢钢管焊缝附近部位开裂原因
溶液腐蚀后不锈钢钢管验证试验结果
表2 体积分数为6%的 FeCl 3
腐蚀后不锈钢钢管焊缝附近变化
钢管规格( 外径×
材料 焊接工艺 焊缝类型
壁厚)/ mm
24h 48h 72h
钢管端部对接 焊缝两侧约5mm 处已
50×1.0 手工氩弧焊 A 未继续试验 未继续试验
圆周焊缝 完全断裂[ 见图6a )]
钢管端部对接 焊缝两侧约5mm 处已
60×1.5 手工氩弧焊 B 未继续试验 未继续试验
1Cr14Mn10Ni1 圆周焊缝 完全断裂[ 图6b )]
不锈钢 钢管纵向对接 焊缝两侧约3mm 处已
50×1.0 自动氩弧焊 C 未继续试验 未继续试验
直焊缝 完全断裂[ 见图6c )]
钢管纵向对接 焊缝两侧约3mm 处已
60×1.5 自动氩弧焊 D 未继续试验 未继续试验
直焊缝 完全断裂[ 见图6d )]
钢管端部对接 焊缝两侧极轻微点状
50×1.0 手工氩弧焊 A 未出现腐蚀 焊缝两侧极轻微点状腐蚀
圆周焊缝 腐蚀[ 见图6e )]
钢管端部对接 焊缝两侧极轻微点状
60×1.5 手工氩弧焊 B 未出现腐蚀 焊缝两侧极轻微点状腐蚀
06Cr19Ni10 圆周焊缝 腐蚀[ 见图6f )]
不锈钢 钢管纵向对接 焊缝两侧轻微点状
50×1.0 自动氩弧焊 C 未出现腐蚀 焊缝两侧极轻微点状腐蚀
直焊缝 腐蚀[ 见图6 g )]
钢管纵向对接 焊缝极轻微点状
60×1.5 自动氩弧焊 D 未出现腐蚀 未出现腐蚀
直焊缝 腐蚀[ 见图6h )]
1Cr14Mn10Ni1 和 06Cr19Ni10 均属于奥氏体 有: 采用低碳不锈钢材料、 进行焊后热处理、 加入强
型不锈钢材料。 1Cr14Mn10Ni1不锈钢中的碳元素 碳化物等。受汽车底盘用排气管、 冷却水管等不锈
质量分数上限为 0.15% , 铬元素质量分数下限为 钢钢管设计结构、 成本、 制造能力等综合因素的限
13.00% ; 06Cr19Ni10 不锈钢材料的碳元素质量分 制, 难以进行焊后热处理。加入钛和铌元素的强碳
数上限为0.08% , 铬元素质量分数下限为18.00% 。 化物焊接接头受到焊接热循环的作用, 在过热区发
1Cr14Mn10Ni1 不 锈 钢 碳 含 量 较 高, 更 容 易 形 成 生了 TiC 和 NbC 的溶解, 这时的稳定剂 Ti 、 Nb元
碳化物, 同时铬元素质量分数较低,“ 局部贫 素已经失去了稳定碳元素的作用, 如果该接头被再
Cr 23 C 6
Cr ”区域的铬元素质量分数更容易低于钝化所需的 次加热到400~850℃或其在这个温度下工作, 就有
铬 元 素 质 量 分 数 的 极 限 值;不 同 规 格 的 出现刀状腐蚀的危险 [ 3 ] , 且材料成本较高。建议采
1Cr14Mn10Ni1及06Cr19Ni10 不锈钢钢管采用不 用06Cr19Ni10等低碳甚至超低碳不锈钢材料。
溶液腐
同的焊接工艺, 经 6% ( 体积分数) 的 FeCl 3 3 结论
蚀后, 1Cr14Mn10Ni1不锈钢钢管焊缝附近断裂倾
向严重, 也进一步得到了试验的验证。 ( 1 ) 1Cr14Mn10Ni1 不锈钢材料排气管、 冷却
1Cr14Mn10Ni1焊管经5个月长周期中性盐雾 水管在焊接过程中, 晶界附近容易析出 Cr 23 C 6 碳化
腐蚀后, 焊缝附近出现开裂现象, 常见的发生焊缝附 物, 从而导致焊缝附近出现“ 局部贫 Cr ” 区域, 构成
近开裂的都是1Cr14Mn10Ni1不锈钢钢管, 裂缝附 大阴极 - 小阳极的微电池, 形成晶间腐蚀, 导致焊缝
近晶粒间界出现的黑色腐蚀产物是“ 局部贫 Cr ” 所 附近局部的材料性能恶化, 甚至出现早期断裂。
构成大 阴 极 - 小 阳 极 的 微 电 池 导 致 的 晶 间 腐 蚀。 ( 2 )采用6% ( 体积分数) 的 FeCl 3 溶液对不锈
06Cr19Ni10不锈钢钢管焊缝附近几乎没有开裂, 说 钢焊接试样进行腐蚀, 可以鉴别焊缝附近“ 贫 Cr ” 的
明1Cr14Mn10Ni1焊管更容易出现晶间腐蚀, 是开 区域和程度。
裂失效的主要原因。 ( 3 )采用 06Cr19Ni10 等低碳不锈钢材料可有
预防和控制不锈钢焊接件晶间腐蚀的措施主要 效抑制钢管焊缝附近出现晶间腐蚀。
3 5