
Page 55 - 理化检验-物理分册2023年第八期
P. 55
刘月云, 等: GCr15棒材热剪切开裂原因
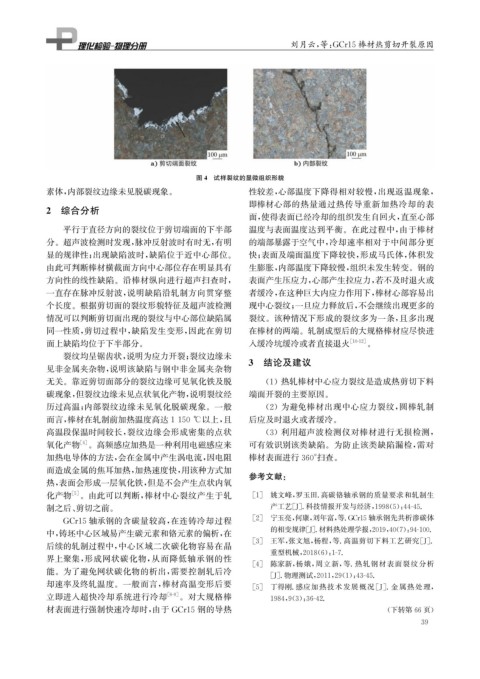
图4 试样裂纹的显微组织形貌
素体, 内部裂纹边缘未见脱碳现象。 性较差, 心部温度下降得相对较慢, 出现返温现象,
即棒材心部的热量通过热传导重新加热冷却的表
2 综合分析
面, 使得表面已经冷却的组织发生自回火, 直至心部
平行于直径方向的裂纹位于剪切端面的下半部 温度与表面温度达到平衡。在此过程中, 由于棒材
分。超声波检测时发现, 脉冲反射波时有时无, 有明 的端部暴露于空气中, 冷却速率相对于中间部分更
显的规律性; 出现缺陷波时, 缺陷位于近中心部位。 快; 表面及端面温度下降较快, 形成马氏体, 体积发
由此可判断棒材横截面方向中心部位存在明显具有 生膨胀, 内部温度下降较慢, 组织未发生转变。钢的
方向性的线性缺陷。沿棒材纵向进行超声扫查时, 表面产生压应力, 心部产生拉应力, 若不及时退火或
一直存在脉冲反射波, 说明缺陷沿轧制方向贯穿整 者缓冷, 在这种巨大内应力作用下, 棒材心部容易出
个长度。根据剪切面的裂纹形貌特征及超声波检测 现中心裂纹; 一旦应力释放后, 不会继续出现更多的
情况可以判断剪切面出现的裂纹与中心部位缺陷属 裂纹。该种情况下形成的裂纹多为一条, 且多出现
同一性质, 剪切过程中, 缺陷发生变形, 因此在剪切 在棒材的两端。轧制成型后的大规格棒材应尽快进
面上缺陷均位于下半部分。 入缓冷坑缓冷或者直接退火 [ 10-12 ] 。
裂纹均呈锯齿状, 说明为应力开裂; 裂纹边缘未
见非金属夹杂物, 说明该缺陷与钢中非金属夹杂物 3 结论及建议
无关。靠近剪切面部分的裂纹边缘可见氧化铁及脱 ( 1 )热轧棒材中心应力裂纹是造成热剪切下料
碳现象, 但裂纹边缘未见点状氧化产物, 说明裂纹经 端面开裂的主要原因。
历过高温; 内部裂纹边缘未见氧化脱碳现象。一般 ( 2 )为避免棒材出现中心应力裂纹, 圆棒轧制
而言, 棒材在轧制前加热温度高达1150℃以上, 且 后应及时退火或者缓冷。
高温段保温时间较长, 裂纹边缘会形成密集的点状 ( 3 )利用超声波检测仪对棒材进行无损检测,
氧化产物 [ 4 ] 。高频感应加热是一种利用电磁感应来 可有效识别该类缺陷。为防止该类缺陷漏检, 需对
加热电导体的方法, 会在金属中产生涡电流, 因电阻 棒材表面进行360° 扫查。
而造成金属的焦耳加热, 加热速度快, 用该种方式加 参考文献:
热, 表面会形成一层氧化铁, 但是不会产生点状内氧
化产物 [ 5 ] 。由此可以判断, 棒材中心裂纹产生于轧 [ 1 ] 姚文峰, 罗玉田. 高碳铬轴承钢的质量要求和轧制生
制之后、 剪切之前。 产工艺[ J ] . 科技情报开发与经济, 1998 ( 5 ): 44-45.
GCr15轴承钢的含碳量较高, 在连铸冷却过程 [ 2 ] 宁玉亮, 何康, 刘年富, 等.GCr15轴承钢先共析渗碳体
中, 铸坯中心区域易产生碳元素和铬元素的偏析, 在 的相变规律[ J ] . 材料热处理学报, 2019 , 40 ( 7 ): 94-100.
后续的轧制过程中, 中心区域二次碳化物容易在晶 [ 3 ] 王军, 张文旭, 杨程, 等. 高温剪切下料工艺研究[ J ] .
重型机械, 2018 ( 6 ): 1-7.
界上聚集, 形成网状碳化物, 从而降低轴承钢的性
[ 4 ] 陈家新, 杨娥, 周立新, 等. 热轧钢材表面裂纹分析
能。为了避免网状碳化物的析出, 需要控制轧后冷
[ J ] . 物理测试, 2011 , 29 ( 1 ): 43-45.
却速率及终轧温度。一般而言, 棒材高温变形后要
[ 5 ] 丁得刚. 感应加热技术发展概况[ J ] . 金属热处理,
立即进入超快冷却系统进行冷却 [ 6-9 ] 。对大规格棒
1984 , 9 ( 3 ): 36-42.
材表面进行强制快速冷却时, 由于 GCr15钢的导热 ( 下转第66页)
3 9