
Page 19 - 理化检验-物理分册2023年第二期
P. 19
吴益文, 等: GB / T24183 — 2021标准的编制过程及技术解读
为合适的拉延比; 同时对试样周边的光滑度、 试验前
处理也有相关要求。
表2 冲头和凹模尺寸
试样厚度 凹模内径 凹模内侧圆角半径 表面
粗糙度
/
/
d 2 mm R 2 mm
a / mm 最大值 /
d 1 =33 d 1 =50 d 1 =33 d 1 =50
μ m
0.1≤a≤0.2 33.44 50.44 1.8~2.0 2.3~2.5 0.1
0.2<a≤0.4 33.88 50.88 2.5~2.7 3.0~3.2 0.1
图3 杯试样外观
0.4< a≤0.8 34.76 51.76 3.5~3.7 4.4~4.6 0.8
表3 4种试样的制耳试验结果 mm
0.8< a≤1.6 36.52 53.52 5.0~5.2 6.4±6.6 0.8
材料类型 试样厚度 试样直径 制耳试验结果( 外观质量)
1.6<a≤3.0 39.60 56.60 7.0~7.2 8.8~9.0 1.6
Q235钢 1.2 90 制耳杯未发现开裂情况
标准规定了试验温度、 试样厚度测量准确度, 对 ST14钢 1.0 90 制耳杯未发现开裂情况
各个试验环节的注意点进行了详细说明。 Al 0.8 90 制耳杯未发现开裂情况
3 试验验证 Al 1.0 90 制耳杯未发现开裂情况
表4 4种试样的制耳率
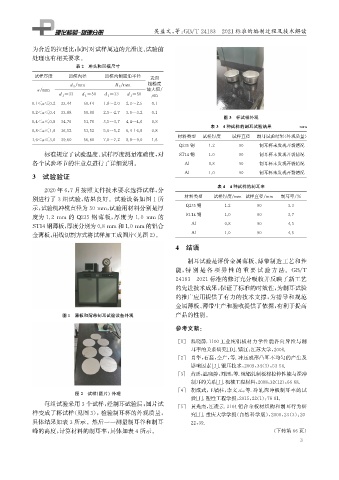
2020年6 , 7月按照文件技术要求选择试样, 分
材料类型
别进行了3组试验, 结果良好。试验设备如图1所 试样厚度 / mm 试样直径 / mm 制耳率 / %
Q235钢
示, 试验机冲模直径为50mm , 试验用材料分别是厚 1.2 90 3.3
度为 1.2 mm 的 Q235 钢薄板, 厚度为 1.0 mm 的 ST14钢 1.0 90 3.7
ST14钢薄板, 厚度分别为0.8mm 和1.0mm 的铝合 Al 0.8 90 4.5
Al 1.0 90 4.5
金薄板, 用线切割方式将试样加工成圆片( 见图2 )。
4 结语
制耳试验是评价金属薄板、 薄带制造工艺和性
能, 特 别 是 各 项 异 性 的 重 要 试 验 方 法。 GB / T
24183 — 2021标准的修订充分吸收并反映了新工艺
的先进技术成果, 保证了标准的时效性, 为制耳试验
的推广应用提供了有力的技术支撑, 为指导和规范
金属薄板、 薄带生产和验收提供了依据, 有利于提高
图1 薄板和薄带制耳试验设备外观 产品的性能。
参考文献:
[ 1 ] 温晓静.1100工业纯铝板材力学性能各向异性与制
耳率的关系研究[ D ] . 镇江: 江苏大学, 2008.
[ 2 ] 肖华, 石磊, 仝广, 等. 冲压成形凸耳不均匀的产生及
影响因素[ J ] . 锻压技术, 2009 , 34 ( 3 ): 53-56.
[ 3 ] 黄瑶, 温晓静, 刘囝, 等. 纯铝轧制板材拉伸性能与深冲
制耳的关系[ J ] . 机械工程材料, 2008 , 32 ( 12 ): 66-68.
[ 4 ] 胡成武, 王镇柱, 李文元, 等. 冷轧深冲板制耳率的试
图2 试样( 圆片) 外观
验[ J ] . 塑性工程学报, 2015 , 22 ( 1 ): 76-81.
每组试验采用3个试样, 经制耳试验后, 圆片试 [ 5 ] 黄光杰, 汪凌云.3104铝合金板材织构和制耳行为研
样变成了杯试样( 见图3 ), 检验制耳杯的外观质量, 究[ J ] . 重庆大学学报( 自然科学版), 2000 , 23 ( 3 ): 20-
具体结果如表3所示。然后一一测量制耳谷和制耳 22 , 39.
峰的高度, 计算材料的制耳率, 具体如表4所示。 ( 下转第66页)
3