
Page 88 - 理化检验-物理分册2022年第五期
P. 88
都小语, 等: 盲铆自锁螺母锁紧性能试验工装夹具设计
会越来越大,
锁紧力矩。随着心棒的不断拧入, M n
最终会影响试验数据的真实性。
3 试验工装夹具的设计
3.1 设计思路
为了使试验数据更真实、 准确, 研究设计了一套
全新的试验夹具。夹具的设计主要解决两个问题:
① 试样装夹同轴度不满足试验要求的问题; ② 如
何能在安装的过程中有效地保护螺纹, 使其保持原
有状态的问题。
目前, 扭转试验机两端的夹持结构多为三爪自
定心卡盘, 该种卡盘利用了阿基米德螺旋线的等速
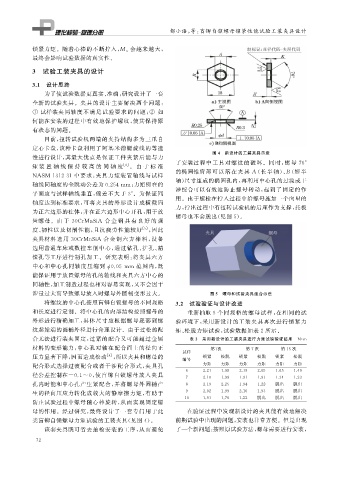
图 4 新设计的工装夹具示意
性进行设计, 其最大优点是保证工件夹紧后能与力
矩 装 置 轴 线 保 持 较 高 的 同 轴 度 [ 4 ] 。 由 于 标 准 了安装过程中工具对螺纹的破坏。同时, 螺母 76°
的椭圆锥肩部可以落在夹具 A ( 长半轴)、 B ( 短半
NASM1312-31 中要求: 夹具力矩装置轴线与试样
轴) 尺寸组成的椭圆孔内, 再利用中心孔的过渡或干
轴线同轴度的全跳动公差为0.254mm ; 力矩所在的
涉配合可以有效地防止螺母转动, 起到了固定的作
平面应与试样轴线垂直, 偏差不大于 3° 。为保证同
用。由于螺栓在拧入过程中给螺母施加一个向里的
轴度达到标准要求, 可将夹具的外形设计成横截面
力, 拧出过程中有扭转试验机的后座作为支撑, 托板
为正六边形的柱体, 并在正六边形中心开孔, 用于放
螺母也不会脱出( 见图 5 )。
置螺母。 由 于 30CrMnSiA 合 金 钢 具 有 良 好 的 强
度、 韧性以及切削性能, 且抗疲劳性能较好 [ 5 ] , 因此
夹具材料选用 30CrMnSiA 合金 钢 六 方 棒 料, 设 备
选用普通车床或数控车削中心, 通过钻孔、 扩孔、 精
镗孔等工序进行制孔加工。研究表明: 将夹具六方
中心和中心孔同轴度压缩到 0.05 mm 范围内, 既
ϕ
能保证用于放置螺母的孔的轴线和夹具六方中心的
同轴性, 加工制造过程也相对容易实现, 又不会因干
涉量过大而导致螺母放入时螺母外圆桶变形过大。 图 5 螺母和试验夹具组合示意
将螺纹的中心孔按照盲铆自锁螺母的不同规格 3.2 试验验证与设计改进
和长度进行定制。将中心孔的内部结构按照螺母的 重新抽取 5 个同规格的螺母试样, 在相同的试
外形进行精确加工, 具体尺寸应根据螺母底部到螺 验环境下, 采用新设计的工装夹具再次进行锁紧力
纹起始端的圆桶外径进行合理设计。由于过松的配 矩、 松脱力矩试验, 试验数据如表 2 所示。
合无法进行装夹固定, 过紧的配合又可能超过金属 表 2 采用新设计的工装夹具进行力矩试验验证结果 N · m
材料的变形能力, 中心孔对轴在配合面上的径向正 第 1 次 第 7 次 第 15 次
试样
压力显著下降, 因而造成松动 [ 6 ] , 所以夹具和螺母的 锁紧 松脱 锁紧 松脱 锁紧 松脱
编号
配合形式选择过渡配合或者干涉配合形式, 夹具孔 力矩 力矩 力矩 力矩 力矩 力矩
6 2.21 1.98 2.19 2.05 1.65 1.49
径公差控制在 -0.1~0 , 使盲铆自锁螺母放入夹具
7 2.10 1.99 1.91 1.91 1.34 1.23
孔内时能和中心孔产生紧配合, 并将螺母外圆桶产 8 2.19 2.25 1.94 1.22 脱出 脱出
生的径向压应力转化成较大的静摩擦力矩, 有助于 9 2.02 1.99 2.16 1.93 脱出 脱出
10 1.91 1.76 1.22 脱出 脱出 脱出
防止试验过程中螺母随心棒旋转, 从而实现固定螺
母的作用。经过研究, 最终设计了一套专门用于此 在验证过程中发现新设计的夹具能有效地解决
类盲铆自锁螺母力矩试验的工装夹具( 见图 4 )。 前期试验中出现的问题, 安装也非常方便。但是出现
该套夹具既可省去抽枪安装的工序, 从而避免 了一个新问题: 按照原试验方法, 螺母需要进行安装,
7 2