
Page 87 - 理化检验-物理分册2022年第五期
P. 87
都小语, 等: 盲铆自锁螺母锁紧性能试验工装夹具设计
并施加安装扭矩达到紧固效果。 品质量合格与否产生误判, 直接影响实验室环境测
量系统的有效性。由于盲铆自锁螺母在安装过程中
2 盲铆自锁螺母锁紧性能试验
螺纹已经不再是初始状态, 因此无法准确地判定该
2.1 试验方法 螺母初始状态的性能是否满足标准要求。
为检验该类盲铆自锁螺母的锁紧性能指标, 从 2.3.2 扭矩同轴度
编号为 NAS1734 , 规格为 4L6 的同一批次产品中随 盲铆自锁螺母的结构外形和普通螺母外形存在
机抽取 5 个试样进行锁紧力矩、 松脱力矩试验。试 较大的差异, 普通的套筒无法对其进行定位安装, 目
验条件均为室温, 试验设备均为某国产自锁螺母锁 前试验采用的是开槽套筒 + 手工修锉椭圆锥面的方
紧性能试验机, 试验夹具为传统的开槽套筒。试验 式对托板螺母进行限位( 见图 2 )。由于手工修锉的
方法 依 据 NASM 1312-31FastenerTest Methods 方式无法保证试样修锉部位两侧材料的去除量完全
Method 31 Tor q ue 的 要 求, 试 验 的 技 术 条 件 为 对称, 且用传统的检验方法也难以准确地测量修锉
,
NASM 25027 — 2012 Nut , Sel f -lockin g 250°F , 尺寸, 因此在试验过程中, 螺母和心棒的中心线偏移
450°F , and800°F 。 与产生的力矩( M ) 不同轴, 从而影响试验锁紧力矩
2.2 试验结果 测量结果的真实性, 进而导致试验结果不准确。从
锁紧和松脱力矩的试验结果如表 1 所示, 标准 受力分析来看, 扭转试验机具备一定的对中自调节能
NASM25027 — 2012 中 要 求 的 锁 紧 和 松 脱 力 矩 为 力, 当不同轴角度( α ) 很小时, 通过扭转试验机的自动
0.3955~3.39N · m 。 对中, 试验结果的影响可以忽略不计。但当不同轴角
表 1 锁紧和松脱力矩的试验结果 N · m 度超过试验机自调节能力时, 试样所受的总力矩就不
第 1 次 第 7 次 第 15 次 再是单一的 M , 而是由两个相互垂直的 M τ ( 法相扭
试样 [ 2 ]
锁紧 松脱 锁紧 松脱 锁紧 松脱 矩) 和 M n ( 径向扭矩) 构 成 。试 样 的 受 力 分 析 如
编号
力矩 力矩 力矩 力矩 力矩 力矩 图3所示 [ 3 ] , 力矩的计算方法如式( 1 ) 所示。
/
1 1.92 1.83 2.28 2.09 1.26 1.30 M =M n cos α ( 1 )
2 1.55 0.94 1.41 1.08 0.90 0.84
3 3.26 3.08 2.90 2.24 1.76 1.39
4 1.04 0.98 1.00 0.85 0.77 0.52
5 1.78 1.59 1.30 0.94 0.89 0.47
从表 1 可以看出: 锁紧力矩在 0.77~3.26N · m
内波 动, 波 动 极 差 可 达 2.49 N · m ; 松 脱 力 矩 在
0.47~3.08N · m 内波动, 波动极差可达 2.61N · m ,
试验数据非常不稳定。
2.3 问题分析
观察试验过程, 对试验数据进行分析, 发现造成
试验数据不稳定的原因有以下两个方面。
2.3.1 螺纹损伤
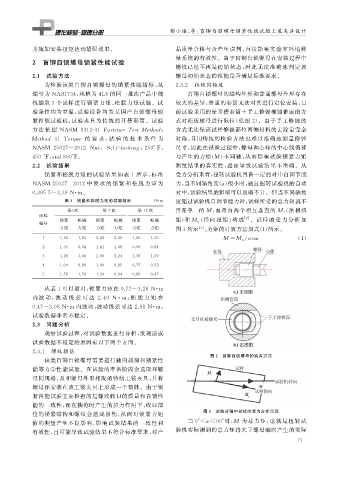
图 2 盲铆自锁螺母的装夹方式
该类盲铆自锁螺母需要进行轴向载荷和锁紧性
能等力学性能试验。在试验的准备阶段会选取和螺
母同规格, 及和螺母外形相配的特制工装夹具, 并将
螺母预安装在该工装夹具上形成一个整体。由于锁
紧性能试验主要检查的是螺纹收口的质量和自锁性
能的一致性, 而在抽枪时产生的拉力作用下, 收口部
图 3 试验过程中试样的受力分析示意
位的锁紧结构和螺纹会造成损伤, 从而对锁紧力矩
值的测量产生不良影响, 影响试验结果的一致性和 当 0°< α<90° 时, M 为总力矩, 也就是扭转试
有效性, 且可能导致试验结果不符合标准要求, 对产 验机实际测到的总力矩将大于螺母轴向产生的实际
7 1