
Page 31 - 理化检验-物理分册2022年第三期
P. 31
戚 蒿, 等: 化学成分对深水管道连接器 A694F65 钢冲洗压力帽锻件力学性能的影响
便, 应用最广泛 [ 11 ] 。深水管道连接器的核心部件一 号为 A694F65 , 锻件的使用温度为 3 ℃ , 其尺寸如
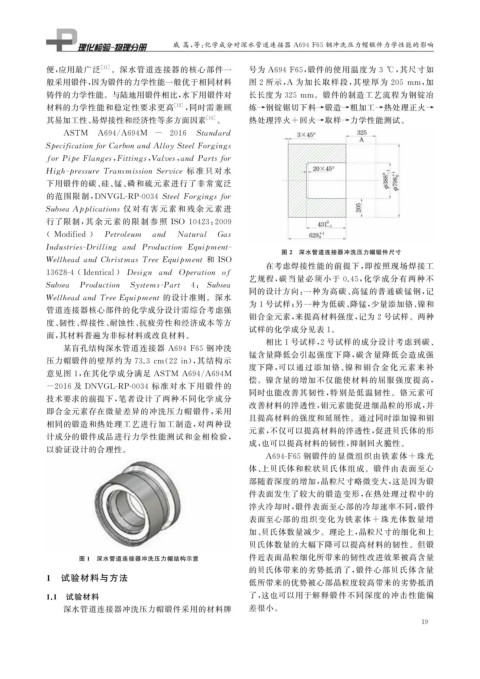
般采用锻件, 因为锻件的力学性能一般优于相同材料 图 2 所示, A 为加长取样段, 其壁厚为 205 mm , 加
铸件的力学性能。与陆地用锻件相比, 水下用锻件对 长长度为 325mm 。锻件的制造工艺流程为钢锭冶
材料的力学性能和稳定性要求更高 [ 12 ] , 同时需兼顾 炼 → 钢锭锯切下料 → 锻造 → 粗加工 → 热处理正火 →
其易加工性、 易焊接性和经济性等多方面因素 [ 13 ] 。 热处理淬火 + 回火 → 取样 → 力学性能测试。
ASTM A694 / A694M - 2016 Standard
S p eci f ication f orCarbonandAllo ySteelFor g in g s
f orPi p eFlan g es , Fittin g s , Valves , andParts f or
Hi g h- p ressureTransmissionService 标 准 只 对 水
下用锻件的碳、 硅、 锰、 磷和硫元素进行了非常宽泛
的范围限制, DNVGL-RP-0034SteelFor g in g s f or
SubseaA pp lications 仅 对 有 害 元 素 和 残 余 元 素 进
行了限制, 其 余 元 素 的 限 制 参 照 ISO10423 : 2009
( Modified ) Petroleum and Natural Gas
Industries-Drillin g and Production E q ui p ment-
图 2 深水管道连接器冲洗压力帽锻件尺寸
WellheadandChristmasTreeE q ui p ment 和 ISO
在考虑焊接性能的前提下, 即按照现场焊接工
13628-4 ( Identical ) Desi g n and O p eration o f
艺规程, 碳当量必须小于 0.45 , 化学成分有两种不
Subsea Production S y stems-Part 4 : Subsea
同的设计方向: 一种为高碳、 高锰的普通碳锰钢, 记
WellheadandTreeE q ui p ment 的设计准则。深水
为 1 号试样; 另一种为低碳、 降锰, 少量添加铬、 镍和
管道连接器核心部件的化学成分设计需综合考虑强
钼合金元素, 来提高材料强度, 记为 2 号试样。两种
度、 韧性、 焊接性、 耐蚀性、 抗疲劳性和经济成本等方
试样的化学成分见表 1 。
面, 其材料普遍为非标材料或改良材料。
相比 1 号试样, 2 号试样的成分设计考虑到碳、
某盲孔结构深水管道连接器 A694F65 钢冲洗
锰含量降低会引起强度下降, 碳含量降低会造成强
压力帽锻件的壁厚约为 73.3cm ( 22in ), 其结构示
度下降, 可以通过添加铬、 镍和钼合金化元素来补
意见图 1 , 在其化学成分满足 ASTM A694 / A694M
偿。镍含量的增加不仅能使材料的屈服强度提高,
-2016 及 DNVGL-RP-0034 标准对水下用 锻件的
同时也能改善其韧性, 特别是低温韧性。铬元素可
技术要求的前提下, 笔者设计了两种不同化学成分
改善材料的淬透性, 钼元素能促进细晶粒的形成, 并
即合金元素存在微量差异的冲洗压力帽锻件, 采用
且提高材料的强度和延展性。通过同时添加镍和钼
相同的锻造和热处理工艺进行加工制造, 对两种设
元素, 不仅可以提高材料的淬透性, 促进贝氏体的形
计成分的锻件成品进行力学性能测试和金相检验,
成, 也可以提高材料的韧性, 抑制回火脆性。
以验证设计的合理性。
A694-F65 钢锻件的显微组织由铁素体 + 珠光
体、 上贝氏体和粒状贝氏体组成。锻件由表面至心
部随着深度的增加, 晶粒尺寸略微变大, 这是因为锻
件表面发生了较大的锻造变形, 在热处理过程中的
淬火冷却时, 锻件表面至心部的冷却速率不同, 锻件
表面至心部的组织变化为铁素体 + 珠光体数量增
加、 贝氏体数量减少。理论上, 晶粒尺寸的细化和上
贝氏体数量的大幅下降可以提高材料的韧性。但锻
图 1 深水管道连接器冲洗压力帽结构示意 件近表面晶粒细化所带来的韧性改进效果被高含量
的贝氏体带来的劣势抵消了, 锻件心部贝氏体含量
1 试验材料与方法 低所带来的优势被心部晶粒度较高带来的劣势抵消
1.1 试验材料 了, 这也可以用于解释锻件不同深度的冲击性能偏
深水管道连接器冲洗压力帽锻件采用的材料牌 差很小。
1 9