
Page 95 - 理化检验-物理分册2021年第七期
P. 95
刘向明, 等: 连续铸轧生产线热轧带钢表面缺陷产生原因及改进措施
中的大夹杂物颗粒 [ 6 ] ; 连铸方面注重挡渣操作, 增加 陷。
连铸钢包浇余, 防止钢包下渣。进行多方面工艺改 卷渣缺陷主要是连铸过程中保护渣、 水口沉积
进后夹杂缺陷得到改善。 物等被生长的凝固坯壳捕捉而产生的 [ 7 ] 。从卷渣缺
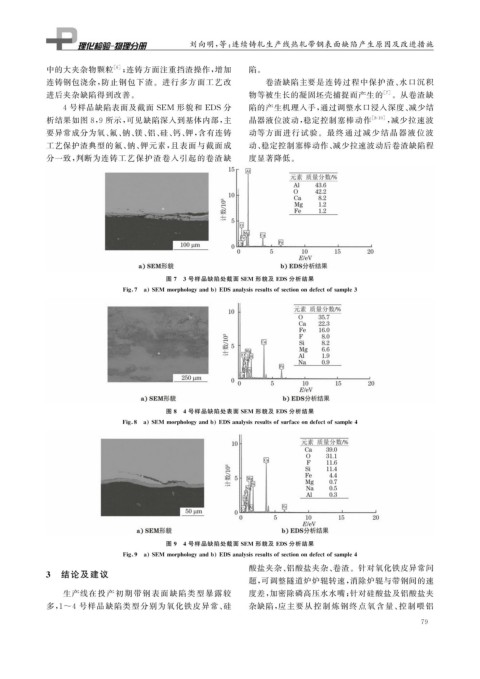
4 号样品缺陷表面及截面 SEM 形貌和 EDS 分 陷的产生机理入手, 通过调整水口浸入深度、 减少结
析结果如图 8 , 9 所示, 可见缺陷深入到基体内部, 主 晶器液位波动, 稳定控制塞棒动作 [ 8-10 ] , 减少拉速波
要异常成分为氧、 氟、 钠、 镁、 铝、 硅、 钙、 钾, 含有连铸 动等方面进行试验。最终通过减少结晶器液位波
工艺保护渣典型的氟、 钠、 钾元素, 且表面与截面成 动、 稳定控制塞棒动作、 减少拉速波动后卷渣缺陷程
分一致, 判断为连铸工艺保护渣卷入引起的卷渣缺 度显著降低。
图 7 3 号样品缺陷处截面 SEM 形貌及 EDS分析结果
Fi g 7 a SEM mor p holo gy andb EDSanal y sisresultsofsectionondefectofsam p le3
图 8 4 号样品缺陷处表面 SEM 形貌及 EDS分析结果
Fi g 8 a SEM mor p holo gy andb EDSanal y sisresultsofsurfaceondefectofsam p le4
图 9 4 号样品缺陷处截面 SEM 形貌及 EDS分析结果
Fi g 9 a SEM mor p holo gy andb EDSanal y sisresultsofsectionondefectofsam p le4
酸盐夹杂、 铝酸盐夹杂、 卷渣。针对氧化铁皮异常问
3 结论及建议
题, 可调整隧道炉炉辊转速, 消除炉辊与带钢间的速
生产线在投产初期带钢表面缺陷类型暴 露较 度差, 加密除磷高压水水嘴; 针对硅酸盐及铝酸盐夹
多, 1~4 号样品缺陷类型分别为氧化铁皮异常、 硅 杂缺陷, 应主要从控制炼钢终点氧含量、 控制喂铝
7 9