
Page 52 - 理化检验-物理分册 2021年第六期
P. 52
赵志明, 等: T91 钢高温过热屏自动焊裂纹分析及工艺确定
降低断裂能量, 引起裂纹萌生和扩展。采用扁钢开
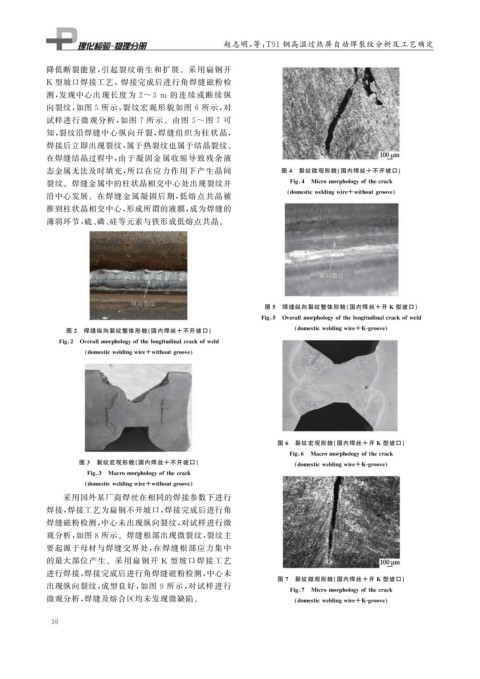
K 型坡口焊接工艺,焊接完成后进行角焊缝磁粉检
测, 发现中心出现长度为 2~3 m 的连续或断续纵
向裂纹, 如图 5 所示, 裂纹宏观形貌如图 6 所示, 对
试样进行微观分析, 如图 7 所示。由图 5~ 图 7 可
知, 裂纹沿焊缝中心纵向开裂, 焊缝组织为柱状晶,
焊接后立即出现裂纹, 属于热裂纹也属于结晶裂纹。
在焊缝结晶过程中, 由于凝固金属收缩导致残余液
态金属无法及时填充, 所以在应力作用下产生晶间 图 4 裂纹微观形貌( 国内焊丝 + 不开坡口)
裂纹。焊缝金属中的柱状晶相交中心处出现裂纹并 Fi g 4 Micromor p holo gy ofthecrack
沿中心发展。在焊缝金属凝固后期, 低熔点共晶被 domesticweldin gwire+without g roove
推到柱状晶相交中心, 形成所谓的液膜, 成为焊缝的
薄弱环节, 硫、 磷、 硅等元素与铁形成低熔点共晶。
图 5 焊缝纵向裂纹整体形貌( 国内焊丝 + 开 K 型坡口)
Fi g 5 Overallmor p holo gy ofthelon g itudinalcrackofweld
图 2 焊缝纵向裂纹整体形貌( 国内焊丝 + 不开坡口) domesticweldin gwire+K- g roove
Fi g 2 Overallmor p holo gy ofthelon g itudinalcrackofweld
domesticweldin gwire+without g roove
图 6 裂纹宏观形貌( 国内焊丝 + 开 K 型坡口)
Fi g 6 Macromor p holo gy ofthecrack
图 3 裂纹宏观形貌( 国内焊丝 + 不开坡口)
domesticweldin gwire+K- g roove
Fi g 3 Macromor p holo gy ofthecrack
domesticweldin gwire+without g roove
采用国外某厂商焊丝在相同的焊接参数下进行
焊接, 焊接工艺为扁钢不开坡口, 焊接完成后进行角
焊缝磁粉检测, 中心未出现纵向裂纹, 对试样进行微
观分析, 如图 8 所示。焊缝根部出现微裂纹, 裂纹主
要起源于母材与焊缝交界处, 在焊缝根部应力集中
的最大部位产生。采用扁钢开 K 型坡口焊接工艺
进行焊接, 焊接完成后进行角焊缝磁粉检测, 中心未
图 7 裂纹微观形貌( 国内焊丝 + 开 K 型坡口)
出现纵向裂纹, 成型良好, 如图 9 所示, 对试样进行
Fi g 7 Micromor p holo gy ofthecrack
微观分析, 焊缝及熔合区均未发现微缺陷。 domesticweldin gwire+K- g roove
3 6