
Page 51 - 理化检验-物理分册 2021年第六期
P. 51
赵志明, 等: T91 钢高温过热屏自动焊裂纹分析及工艺确定
法》 进行化学分析, 结果见表1 。室温拉伸试验试 火索氏体。由表 1 和表 2 可知原材料符合 ASME
[ 3 ]
样按 ASTM A370-17 《 钢制品力学性能试验的标 SA-213 / SA-213M-2019 《 锅炉、 过热器和热交换器
[ 4 ] [ 6 ]
准试 验 方 法 和 定 义 》 进 行 制 备,使 用 NCS- 用无缝铁 素 体 和 奥 氏 体 合 金 钢 管 子》 和 ASME
GNT300Y 型拉伸试验机按 ASTM E8 / E8M-16a SA-387 / SA-387M-2019 《 压力容器用铬 - 钼合金钢
[ 7 ]
[ 5 ]
《 金属材料拉伸试验方法》 进行室温拉伸试验, 结 板》 的 成 分 分 析, 焊 丝 符 合 ASME SFA-5.28 /
果见表 2 。使用 ZEISSAXIO Vert.A1 型金相显微 SFA-5.28M-2010 《 气体保护电弧焊用低合金钢焊
镜分析显微组织, 其显微组织均为回火马氏体 + 回 丝和填充丝标准》 的成分要求。
[ 8 ]
表 1 试验材料的化学成分( 质量分数)
Tab 1 Chemicalcom p ositionsofthetestmaterials massfraction %
试验材料 牌号 规格 C Mn P S Si Ni Cr Mo V
实测值
0.10 0.43 0.013 0.000 0.32 0.09 8.90 0.97 0.18
管子 SA213-T91 ϕ 51mm× 0.07~ 0.30~ 0.20~ 8.00~ 0.85~ 0.18~
7.5mm 标准值 ≤0.020 ≤0.010 ≤0.40
0.14 0.6 0.50 9.50 1.05 0.25
实测值
0.11 0.44 0.012 0.000 0.34 0.08 8.99 0.95 0.19
6mm×
扁钢 SA387-Gr91 0.06~ 0.25~ 0.18~ 7.90~ 0.80~ 0.16~
12mm 标准值 ≤0.025 ≤0.012 ≤0.43
0.15 0.66 0.56 9.60 1.10 0.27
国内 ER90S-B9 实测值 0.09 0.50 0.006 0.004 0.22 0.50 8.75 1.02 0.22
实测值
国外 ER90S-B9 0.09 0.90 0.008 0.006 0.35 0.60 8.55 0.90 0.21
焊丝 ϕ 1.2mm
标准值 0.07~ ≤1.20 ≤0.010 ≤0.010 0.15~ ≤0.80 8.00~ 0.85~ 0.15~
0.13 0.50 10.50 1.20 0.30
表 2 试验材料的拉伸性能
Tab 2 Tensile p ro p ertiesofthetestmaterials
拉伸性能
试验材料 牌号 规格
屈服强度 / MPa 抗拉强度 / MPa 断后伸长率 / %
实测值 520 725 30
管子 SA213-T91 ϕ 51mm×7.5mm
标准值 ≥415 ≥585 ≥20
实测值 530 715 21
扁钢 SA387-Gr91 6mm×12mm
标准值 ≥415 585~760 ≥18
国内 ER90S-B9 实测值 550 715 19
焊丝 国外 ER90S-B9 ϕ 1.2mm 实测值 540 720 19
标准值 ≥410 ≥620 ≥16
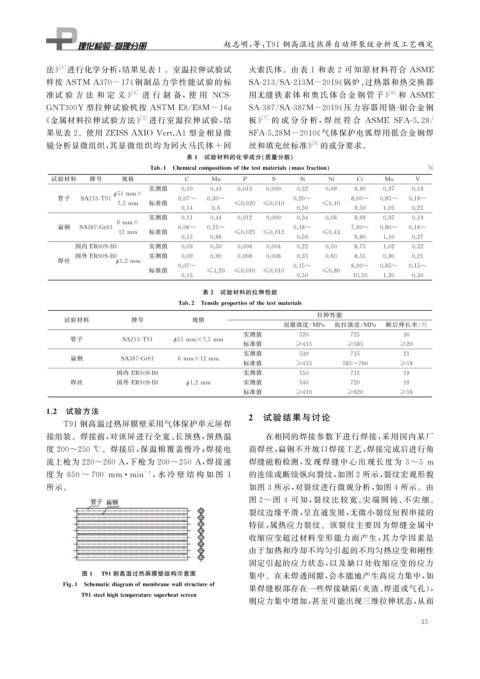
1.2 试验方法
T91 钢高温过热屏膜壁采用气体保护单元屏焊 2 试验结果与讨论
接组装。焊接前, 对该屏进行全宽、 长预热, 预热温 在相同的焊接参数下进行焊接, 采用国内某厂
度 200~250 ℃ 。焊接后, 保温棉覆盖慢冷; 焊接电 商焊丝, 扁钢不开坡口焊接工艺, 焊接完成后进行角
流上枪为 220~260A , 下枪为 200~250A , 焊接速 焊缝磁粉检测, 发现焊缝中心出现长度为 3~5 m
-1 的连续或断续纵向裂纹, 如图 2 所示, 裂纹宏观形貌
度为 650~700 mm · min , 水 冷 壁 结 构 如 图 1
所示。 如图 3 所示, 对裂纹进行微观分析, 如图 4 所示。由
图 2~ 图 4 可知, 裂纹比较 宽、 尖 端 圆 钝、 不 尖 细。
裂纹边缘平滑, 呈直通发展, 无微小裂纹短程串接的
特征, 属热应力裂纹。该裂纹主要因为焊缝金属中
收缩应变超过材料变形能力而产生, 其力学因素是
由于加热和冷却不均匀引起的不均匀热应变和刚性
固定引起的应力状态, 以及缺口处收缩应变的应力
图 1 T91 钢高温过热屏膜壁结构示意图 集中。在未焊透间隙, 会本能地产生高应力集中, 如
Fi g 1 Schematicdia g ramofmembranewallstructureof
果焊缝根部存在一些焊接缺陷( 夹渣、 焊道或气孔),
T91steelhi g htem p eraturesu p erheatscreen
则应力集中增加, 甚至可能出现三维拉伸状态, 从而
3 5