
Page 42 - 理化检验-物理分册2021年第四期
P. 42
陈 毓, 等:工艺参数对 5052 铝镁合金焊缝凝固裂纹敏感性的影响
少 [ 7 ] , 适当控制脉冲形状可以避免凝固开裂 [ 8 ] 。 缝凝固裂纹敏感性大小, 鱼骨试板加工尺寸如图 1
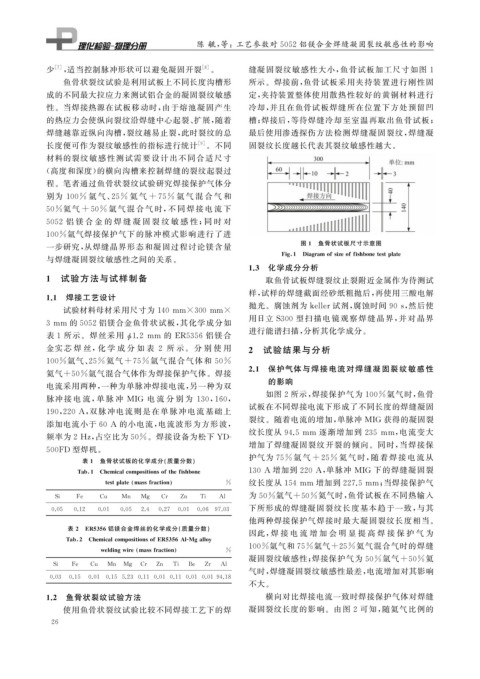
鱼骨状裂纹试验是利用试板上不同长度沟槽形 所示。焊接前, 鱼骨试板采用夹持装置进行刚性固
成的不同最大拉应力来测试铝合金的凝固裂纹敏感 定, 夹持装置整体使用散热性较好的黄铜材料进行
性。当焊接热源在试板移动时, 由于熔池凝固产生 冷却, 并且在鱼骨试板焊缝所在位置下方处预留凹
的热应力会使纵向裂纹沿焊缝中心起裂、 扩展, 随着 槽; 焊接后, 等待焊缝冷却至室温再取出鱼骨试板;
焊缝越靠近纵向沟槽, 裂纹越易止裂, 此时裂纹的总 最后使用渗透探伤方法检测焊缝凝固裂纹, 焊缝凝
长度便可作为裂纹敏感性的指标进行统计 [ 9 ] 。不同 固裂纹长度越长代表其裂纹敏感性越大。
材料的裂纹敏感性测试需要设计出不同合 适尺寸
( 高度和深度) 的横向沟槽来控制焊缝的裂纹起裂过
程。笔者通过鱼骨状裂纹试验研究焊接保护气体分
别为 100% 氩 气、 25% 氦 气 +75% 氩 气 混 合 气 和
50% 氦气 +50% 氩 气 混 合 气 时, 不 同 焊 接 电 流 下
5052 铝 镁 合 金 的 焊 缝 凝 固 裂 纹 敏 感 性; 同 时 对
100% 氩气焊接保护气下的脉冲模式影响进行了进
一步研究, 从焊缝晶界形态和凝固过程讨论镁含量 图 1 鱼骨状试板尺寸示意图
Fi g 1 Dia g ramofsizeoffishbonetest p late
与焊缝凝固裂纹敏感性之间的关系。
1.3 化学成分分析
1 试验方法与试样制备 取鱼骨试板焊缝裂纹止裂附近金属作为待测试
样, 试样的焊缝截面经砂纸粗抛后, 再使用三酸电解
1.1 焊接工艺设计
抛光。腐蚀剂为 keller试剂, 腐蚀时间 90s , 然后使
试验材料母材采用尺寸为 140mm×300mm×
用日立 S300 型扫描电镜观察焊缝晶界, 并对晶界
3mm 的5052 铝镁合金鱼骨状试板, 其化学成分如
表 1 所示。焊丝采用 1.2 mm 的 ER5356 铝镁合 进行能谱扫描, 分析其化学成分。
ϕ
金实 芯 焊 丝, 化 学 成 分 如 表 2 所 示。 分 别 使 用 2 试验结果与分析
100% 氩气、 25% 氦气 +75% 氩气混合气体和 50%
氦气 +50% 氩气混合气体作为焊接保护气体。焊接 2.1 保护气体与焊接电流对焊缝凝固裂纹敏感性
的影响
电流采用两种, 一种为单脉冲焊接电流, 另一种为双
如图 2 所示, 焊接保护气为 100% 氩气时, 鱼骨
脉冲 接 电 流, 单 脉 冲 MIG 电 流 分 别 为 130 , 160 ,
试板在不同焊接电流下形成了不同长度的焊缝凝固
190 , 220A , 双脉冲电流则是在单脉冲电流 基础上
裂纹。随着电流的增加, 单脉冲 MIG 获得的凝固裂
添加电流小于 60A 的小电流, 电流波形为方形波,
纹长度从 94.5mm 逐渐增加到 235 mm , 电流变大
频率为2Hz , 占空比为50% 。焊接设备为松下 YD-
增加了焊缝凝固裂纹开裂的倾向。同时, 当焊接保
500FD 型焊机。
表 1 鱼骨状试板的化学成分( 质量分数) 护气为 75% 氩 气 +25% 氦 气 时, 随 着 焊 接 电 流 从
130A 增加到 220A , 单脉冲 MIG 下的焊缝凝固裂
Tab 1 Chemicalcom p ositionsofthefishbone
test p late massfraction % 纹长度从154mm 增加到227.5mm ; 当焊接保护气
为 50% 氩气 +50% 氦气时, 鱼骨试板在不同热输入
Si Fe Cu Mn M g Cr Zn Ti Al
下所形成的焊缝凝固裂纹长度基本趋于一致, 与其
0.05 0.12 0.01 0.05 2.4 0.27 0.01 0.06 97.03
他两种焊接保护气焊接时最大凝固裂纹长度相当。
表 2 ER5356 铝镁合金焊丝的化学成分( 质量分数)
因此, 焊 接 电 流 增 加 会 明 显 提 高 焊 接 保 护 气 为
Tab 2 Chemicalcom p ositionsofER5356Al-M g allo y
100%氩气和 75% 氩气 +25% 氦气混合气时的焊缝
weldin gwire massfraction %
凝固裂纹敏感性; 焊接保护气为 50% 氩气 +50% 氦
Si Fe Cu Mn M g Cr Zn Ti Be Zr Al
气时, 焊缝凝固裂纹敏感性最差, 电流增加对其影响
0.03 0.15 0.01 0.15 5.23 0.11 0.01 0.11 0.01 0.0194.18
不大。
1.2 鱼骨状裂纹试验方法 横向对比焊接电流一致时焊接保护气体对焊缝
使用鱼骨状裂纹试验比较不同焊接工艺下的焊 凝固裂纹长度的影响。由图 2 可知, 随氦气比例的
2 6