
Page 44 - 理化检验-物理分册2021年第四期
P. 44
陈 毓, 等:工艺参数对 5052 铝镁合金焊缝凝固裂纹敏感性的影响
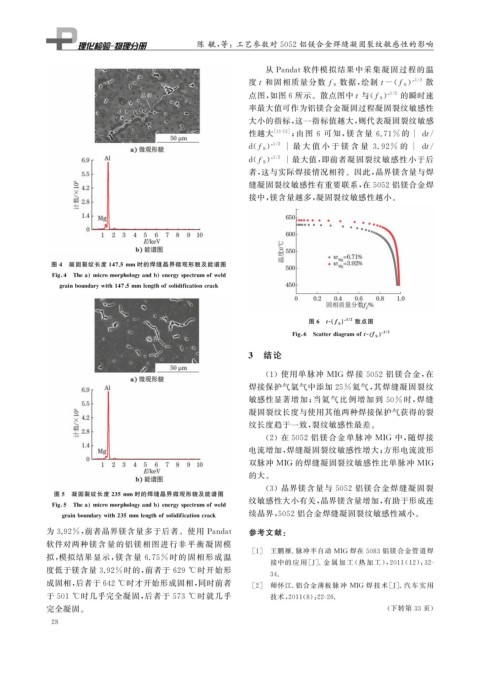
从 Pandat软件模拟结果中采集凝固过程的温
1 / 2 散
数据, 绘制t- ( ) ^
f S
度t 和固相质量分数 f S
1 / 2 的瞬时速
点图, 如图6 所示。散点图中 t 与( ) ^
f S
率最大值可作为铝镁合金凝固过程凝固裂纹敏感性
大小的指标, 这一指标值越大, 则代表凝固裂纹敏感
性越大 [ 11-13 ] ; 由 图 6 可 知, 镁 含 量 6.71% 的 ∣ d t /
1 / 2 ∣ 最 大 值 小 于 镁 含 量 3.92% 的 ∣ dt /
d ( ) ^
f S
1 / 2 ∣最大值, 即前者凝固裂纹敏感性小于后
d ( ) ^
f S
者, 这与实际焊接情况相符。因此, 晶界镁含量与焊
缝凝固裂纹敏感性有重要联系, 在 5052 铝镁合金焊
接中, 镁含量越多, 凝固裂纹敏感性越小。
图 4 凝固裂纹长度 147.5mm 时的焊缝晶界微观形貌及能谱图
Fi g 4 Thea micromor p holo gy andb ener gy s p ectrumofweld
g rainboundar ywith147 5mmlen g thofsolidificationcrack
)
图 6 t- ( f S ^ 1 / 2 散点图
1 2
Fi g 6 Scatterdia g ramof t- f S ^
3 结论
( 1 )使用单脉冲 MIG 焊接 5052 铝镁合金, 在
焊接保护气氩气中添加 25% 氦气, 其焊缝凝固裂纹
敏感性显著增加; 当氦气比例增加到 50% 时, 焊缝
凝固裂纹长度与使用其他两种焊接保护气获得的裂
纹长度趋于一致, 裂纹敏感性最差。
( 2 )在 5052 铝镁合金单脉冲 MIG 中, 随焊接
电流增加, 焊缝凝固裂纹敏感性增大; 方形电流波形
双脉冲 MIG 的焊缝凝固裂纹敏感性比单脉冲 MIG
的大。
( 3 )晶界镁含量与 5052 铝镁合金焊缝凝固裂
图 5 凝固裂纹长度 235mm 时的焊缝晶界微观形貌及能谱图
纹敏感性大小有关, 晶界镁含量增加, 有助于形成连
Fi g 5 Thea micromor p holo gy andb ener gy s p ectrumofweld
续晶界, 5052 铝合金焊缝凝固裂纹敏感性减小。
g rainboundar ywith235mmlen g thofsolidificationcrack
参考文献:
为 3.92% , 前者晶界镁含量多于后者。使用 Pandat
软件对两种镁含量的铝镁相图进行非平衡 凝固模
[ 1 ] 王鹏雁 . 脉冲半自动 MIG 焊在 5083 铝镁合金管道焊
拟, 模拟结果显示, 镁含量 6.75% 时的固相 形成温
接中的 应 用 [ J ] . 金 属 加 工 ( 热 加 工), 2011 ( 12 ): 32-
度低于镁含量 3.92% 时的, 前者于 629 ℃ 时开始形
34.
成固相, 后者于642℃ 时才开始形成固相, 同时前者 [ 2 ] 师怀江 . 铝合金薄板 脉 冲 MIG 焊 技 术[ J ] . 汽 车 实 用
于 501 ℃ 时几乎完全凝固, 后者于 573 ℃ 时就几乎 技术, 2011 ( 8 ): 22-26.
完全凝固。 ( 下转第 33 页)
2 8