
Page 20 - 理化检验-物理分册2021年第三期
P. 20
胡芳婷, 等: 塔里木油田套管气密封检测技术现状及分析
当氦 气 在 空 气 中 的 含 量 发 生 变 化, 泄 漏 率 小 于
1.0×10 Pa · m · s 时仪器不发生报警, 认为螺纹
3
-7
-1
密封合 格, 反 之 亦 然。 气 密 封 检 测 泄 漏 判 定 值 为
-7 3 -1
1.0×10 Pa · m · s , 氦气检漏仪归零值为 2.33×
10 Pa · m · s , 可见泄漏判定值对于氦气检漏仪
-1
-5
3
归零值过于敏感, 易引起误报的现象, 建议将判定值
适当增大。
4.3 其他原因分析
卸扣后发现螺纹损坏( 占第一次检测不合格总
数的 1.16% ) 和卸扣重上后检测不合格( 占 第一次
检测不合格总数的 6.98% ) 所占比例 虽然较小, 但
认为是气密封检测中真正出现泄漏问题的套管, 主
要原因有以下几个。
( 1 )套管在产品出厂时, 经过厂家自检、 商检、
抽检, 入井前经过第三方对套管 100% 检测, 但是部
分井队入井前套管没有进行 100% 检测, 因此不能
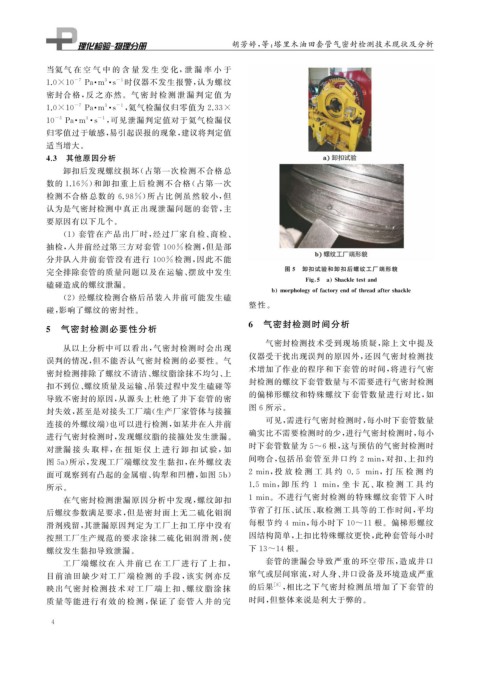
完全排除套管的质量问题以及在运输、 摆放中发生 图 5 卸扣试验和卸扣后螺纹工厂端形貌
Fi g 5 a Shackletestand
磕碰造成的螺纹泄漏。
b mor p holo gy offactor y endofthreadaftershackle
( 2 )经螺纹检测合格后吊装入井前可能发生磕
整性。
碰, 影响了螺纹的密封性。
6 气密封检测时间分析
5 气密封检测必要性分析
气密封检测技术受到现场质疑, 除上文中提及
从以上分析中可以看出, 气密封检测时会出现
仪器受干扰出现误判的原因外, 还因气密封检测技
误判的情况, 但不能否认气密封检测的必要性。气
术增加了作业的程序和下套管的时间, 将进行气密
密封检测排除了螺纹不清洁、 螺纹脂涂抹不均匀、 上
封检测的螺纹下套管数量与不需要进行气密封检测
扣不到位、 螺纹质量及运输、 吊装过程中发生磕碰等
的偏梯形螺纹和特殊螺纹下套管数量进行对比, 如
导致不密封的原因, 从源头上杜绝了井下套管的密
封失效, 甚至是对接头工厂端( 生产厂家管体与接箍 图 6 所示。
可见, 需进行气密封检测时, 每小时下套管数量
连接的外螺纹端) 也可以进行检测, 如某井在入井前
确实比不需要检测时的少, 进行气密封检测时, 每小
进行气密封检测时, 发现螺纹脂的接箍处发生泄漏。
时下套管数量为 5~6 根, 这与预估的气密封检测时
对泄漏 接 头 取 样, 在 扭 矩 仪 上 进 行 卸 扣 试 验, 如
图 5a ) 所示, 发现工厂端螺纹发生黏扣, 在外螺纹表 间吻合, 包括吊套管至井口约 2min , 对扣、 上扣约
2min , 投 放 检 测 工 具 约 0.5 min , 打 压 检 测 约
面可观察到有凸起的金属瘤、 钩犁和凹槽, 如图 5b )
1.5min , 卸 压 约 1 min , 坐 卡 瓦、 取 检 测 工 具 约
所示。
在气密封检测泄漏原因分析中发现, 螺纹卸扣 1min 。不进行气密封检测的特殊螺纹套管下入时
后螺纹参数满足要求, 但是密封面上无二硫化钼润 节省了打压、 试压、 取检测工具等的工作时间, 平均
滑剂残留, 其泄漏原因判定为工厂上扣工序中没有 每根节约 4min , 每小时下 10~11 根。偏梯形螺纹
按照工厂生产规范的要求涂抹二硫化钼润滑剂, 使 因结构简单, 上扣比特殊螺纹更快, 此种套管每小时
螺纹发生黏扣导致泄漏。 下 13~14 根。
套管的泄漏会导致严重的环空带压, 造成井口
工厂端螺纹在 入 井 前 已 在 工 厂 进 行 了 上 扣,
目前油田缺少对工 厂 端 检 测 的 手 段, 该 实 例 亦 反 窜气或层间窜流, 对人身、 井口设备及环境造成严重
映出气密封检测技 术 对 工 厂 端 上 扣、 螺 纹 脂 涂 抹 的后果 [ 8 ] , 相比之下气密封检测虽增加了下套管的
质量等能进行有效 的 检 测, 保 证 了 套 管 入 井 的 完 时间, 但整体来说是利大于弊的。
4