
Page 18 - 理化检验-物理分册2021年第三期
P. 18
胡芳婷, 等: 塔里木油田套管气密封检测技术现状及分析
该技术在油田领域的应用自 2008 年起全面推广, 降
低了由于螺纹泄漏造成事故的概率, 减少了重大经
济损失, 是确保井筒完整性的重要手段之一 [ 2-4 ] 。为
了分析气密封检测时螺纹泄露的主要原因和找到适
合的检测压力, 笔者对气密封检测原理、 标准、 现状、
不合格品、 检测时间和检测压力进行了分析。
1 气密封检测原理
气密封检测系统由液气动力系统( 主要提供动
力)、 增压系统及检测气源( 主要是气瓶装置)、 检测
执行系统( 检测工具及检漏仪等) 和控制系统及辅助
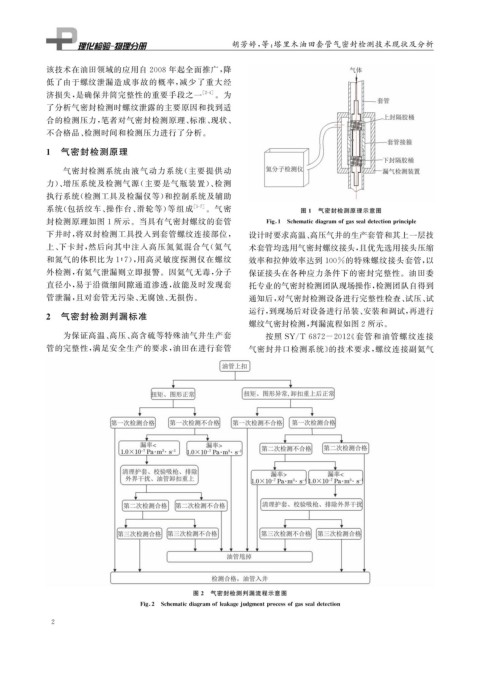
系统( 包括绞车、 操作台、 滑轮等) 等组成 [ 5-7 ] 。气密 图 1 气密封检测原理示意图
封检测原理如图 1 所示。当具有气密封螺纹的套管 Fi g 1 Schematicdia g ramof g assealdetectionp rinci p le
下井时, 将双封检测工具投入到套管螺纹连接部位, 设计时要求高温、 高压气井的生产套管和其上一层技
上、 下卡封, 然后向其中注入高压氮氦混合气( 氦气 术套管均选用气密封螺纹接头, 且优先选用接头压缩
和氮气的体积比为 1∶7 ), 用高灵敏度探测仪在螺纹 效率和拉伸效率达到 100% 的特殊螺纹接头套管, 以
外检测, 有氦气泄漏则立即报警。因氦气无毒, 分子 保证接头在各种应力条件下的密封完整性。油田委
直径小, 易于沿微细间隙通道渗透, 故能及时发现套 托专业的气密封检测团队现场操作, 检测团队自得到
管泄漏, 且对套管无污染、 无腐蚀、 无损伤。 通知后, 对气密封检测设备进行完整性检查、 试压、 试
运行, 到现场后对设备进行吊装、 安装和调试, 再进行
2 气密封检测判漏标准
螺纹气密封检测, 判漏流程如图2所示。
为保证高温、 高压、 高含硫等特殊油气井生产套 按照 SY / T6872-2012 《 套管和油管螺纹连接
管的完整性, 满足安全生产的要求, 油田在进行套管 气密封井口检测系统》 的技术要求, 螺纹连接副氦气
图 2 气密封检测判漏流程示意图
Fi g 2 Schematicdia g ramofleaka g e j ud g ment p rocessof g assealdetection
2