
Page 91 - 理化检验-化学分册2017第八期
P. 91
DOI : 10.11973 / lh jy Gwl201708014
弹簧钢丝拉拔断裂原因分析
彭小钢,曹 标,谭 莹
( 广东检验检疫技术中心,广州 510623 )
摘 要: 运用断口分析、 化学成分分析、 金相分析、 能谱分析以及力学性能试验等检测手段, 对某
65 钢热轧盘条在拉拔成为弹簧钢丝过程中发生断裂的原因进行了分析.结果表明: 热轧盘条显微
组织中存在网状铁素体、 晶粒粗大且不均匀以及较多的非金属夹杂物等缺陷是导致其在拉拔过程
中发生断裂的主要原因.
关键词: 弹簧钢丝; 拉拔断裂; 显微组织缺陷
中图分类号: TG113.23 文献标志码: B 文章编号: 1001G4012 ( 2017 ) 08G0599G04
ReasonAnal y sisonFractureofS p rin g SteelWiresdurin gDrawin g
,
PENGXiao g an g CAOBiao , TANYin g
( Guan g don g Ins p ectionandQuarantineTechnolo gyCenter , Guan g zhou510623 , China )
Abstract : Thefracturereasonsof65steelhotrolledwirerodswhendrawin gintos p rin gsteelwireswere
anal y zedb ymeansoffractureanal y sis , chemicalcom p ositionanal y sis , metallo g ra p hicanal y sis , ener gys p ectrum
anal y sis , mechanical p ro p ert y test , etc.Theresultsshowthatthemicrostructuredefectssuchasnetworkferrite ,
coarseanduneveng rains , morenonGmetallicinclusionsandsoon , weremainreasonsforthefractureofthes p rin g
steelwiresdurin gdrawin g .
Ke y words : s p rin gsteelwire ; drawin g fracture ; microstructuredefect
ϕ 6.5mm 热轧盘条在冷拔加工成 4.2mm ( 编
ϕ
号为 1 号) 和 2.5mm ( 编号为 2 号) 的钢丝时发生
ϕ
断裂.热轧盘条材料为 65 钢, 其加工成弹簧钢丝的
主要工艺过程为: 热轧盘条 → 退火 → 酸洗 → 拉丝.
笔者对断裂钢丝的断口形貌、 化学成分、 力学性
能以及显微组织等进行了检验和分析, 以期查明其
断裂原因, 为盘条拉丝生产质量的改进提供借鉴和
参考.
1 理化检验
1.1 断口分析
1.1.1 宏观观察
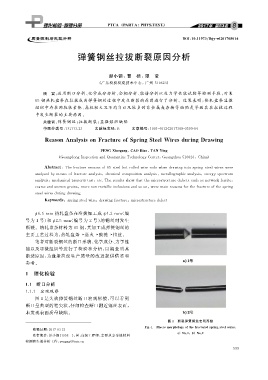
图 1 是失效弹簧钢丝断口宏观形貌, 可以看到
断口呈典型的笔尖状, 仔细检查断口附近钢丝表面,
未发现表面质量缺陷.
图 1 断裂弹簧钢丝宏观形貌
Fi g 敭1 Macromor p holo gy ofthefractureds p rin g steelwires :
收稿日期: 2017G03G23
a ) No.1 ; b ) No.2
作者简介: 彭小钢( 1958- ), 男, 高级工程师, 主要从事金属材料
检测和失效分析工作, p en g x g @i q tc.cn
5 9 9