
Page 95 - 2017物理第四期
P. 95
滕 巍, 等: 42CrMo钢高强度螺栓轴向开裂失效分析
1.2 宏观检验 图 1 所示), 经镶嵌、 磨抛后进行非金属夹杂物检验.
将开裂的螺栓沿纵向裂纹打开后其宏观形貌如 依据 GB / T10561-2005 « 钢中非金属夹杂物含量
图 2 所示, 可见断口表面覆盖黑色氧化皮, 断裂微观 的测定———标准评级图显微检验法», 非金属夹杂物
形貌基本已无法辨别, 但宏观上依旧可判别裂纹的 含量检验结果如下: A1.5 , B0.5 , C0.5 , D0 .
走向, 裂纹从六角头顶部及螺栓杆部表面呈一定弧 1.4 金相检验
度向基体扩展, 两个方向扩展的裂纹在六角头内部 从开裂螺栓裂纹部位切取横向试样, 经镶嵌、 磨
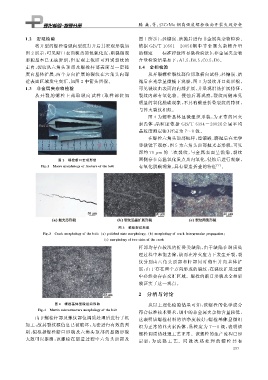
近表面区域发生交汇, 如图 2 中箭头所指. 抛后在光学显微镜下观察, 图 3 为裂纹开口处形貌,
1.3 非金属夹杂物检验 可见裂纹由表面向内部扩展, 并呈现沿晶扩展特征,
从 开 裂 的 螺 栓 上 截 取 纵 向 试 样 ( 取 样 部 位 如 裂纹内部有氧化物.侵蚀后再观察, 裂纹两侧未见
明显的氧化脱碳现象, 不具有锻造折叠裂纹的特征,
与淬火裂纹相似.
图 4 为螺栓基体显微组织形貌, 为正常的回火
索氏体, 晶粒度依据 GB / T6394-2002 « 金属平均
晶粒度测定法» 评定为 7~8 级.
在螺栓六角头顶部取样, 经镶嵌、 磨抛后在光学
显微镜下观察, 图 5 为六角头顶部抛光态形貌, 可见
深约 70 μ m 的二次裂纹, 与金属表面呈锐角, 裂纹
图 2 螺栓断口宏观形貌 两侧存在高温氧化质点及内氧化, 侵蚀后进行观察,
Fi g 敭2 Macromor p holo gy offractureofthebolt 有氧化脱碳现象, 具有锻造折叠的特征 [ 1 ] .
图 3 螺栓裂纹形貌
Fi g 敭3 Crackmor p holo gy ofthebolt a p olishedstatemor p holo gy b mor p holo gy ofcrackinter g ranular p ro p a g ation
c mor p holo gy oftwosidesofthecrack
杆部均存在较浅的折叠类缺陷, 由于缺陷在调质处
理过程中未能去除, 故而在淬火应力下发生开裂, 裂
纹分别由六角头顶部和杆部同时萌生并向基体扩
展, 由于存在两个方向形成的裂纹, 在裂纹扩展过程
中必然会存在交汇区域.螺栓的断口形貌及金相形
貌证实了这一观点.
2 分析与讨论
图 4 螺栓基体显微组织形貌 从以上理化检验结果可知, 该螺栓的化学成分
Fi g 敭4 Matrixmicrostructuremor p holo gy ofthebolt
符合标准技术要术, 钢中的非金属夹杂物含量较低,
由于螺栓杆部及螺纹部位调质处理后进行了机 这表明该螺栓材料的洁净度较好; 螺栓基体显微组
加工, 故其裂纹源信息已被破坏, 无法进行有效的判 织为正常的回火索氏体, 晶粒度为 7~8 级, 表明该
别, 但根据螺栓断口形貌及六角头顶部的显微形貌 螺栓调质热处理工艺正常.该螺栓的生产流程已经
大致可以推测, 该螺栓在锻造过程中六角头顶部及
定型, 为 成 熟 工 艺. 同 批 次 热 处 理 的 螺 栓 共 有
2 9 7