
Page 39 - 理化检验-物理分册2025年第二期
P. 39
廖智帅:激光切割机切割平台重复定位精度提高方法
切割平台重复定位精度的影响因素进行分析,设计
了一种伺服控制方式,自动消除了切割平台的累积
误差,提高了切割平台的重复定位精度,避免了切割
平台模板被激光切割而损坏。
1 激光切割机切割平台的主要结构
切割平台主要由电磁铁、原点传感器、伺服电
机、减速机、伺服器、钢丝绳、滑块等传动机构组成。
利用上料机械手放置试样后,将试样保持水平状态。
为了匹配850~1 800 mm的来样长度, 将切割模板分
图 2 切割平台设计结构示意
成4个模组来进行张开或缩减 (见图2)。切割模板
器),PLC将试样长度转换成脉冲幅值,然后将脉冲
上的2号模组和3号模组为减速机齿轮内轮驱动的
幅值发送给伺服控制器,伺服控制器收到脉冲幅值
模组,1号模组和4号模组为减速机齿轮外轮驱动的
之后,进行电子齿轮比计算,然后给伺服电机输出电
模组。切割平台依靠减速机齿轮带动钢丝绳移动,
压和电流,以控制伺服电机的速率和转矩 。当伺
[2]
因此平台移动距离来自于减速机旋转的圈数。
服电机驱动平台移动到相应的距离后,伺服电机的
2 改造前的伺服控制方式 编码器反馈到位信号给PLC,PLC发送允许切割的
2.1 控制原理 指令给激光切割机,激光开始对试样进行切割。切
在改造之前,切割模板移动距离的控制方式原 割完成后,机械手取走试样,切割平台移动到原点传
理如图3所示, 伺服电机采用的是闭环控制。首先由 感器位置,移动到位后反馈原点信号给PLC,随后
上位机将试样的长度发送给PLC(可编程逻辑控制 PLC等待下一张试样的长度信息。
图 3 改造前的控制方式原理示意
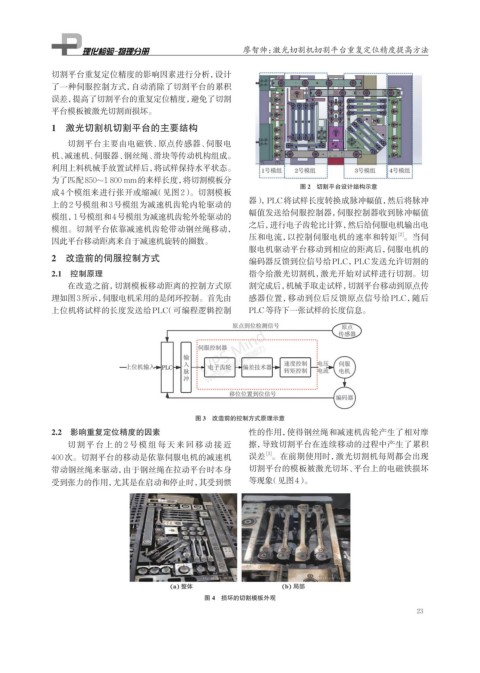
2.2 影响重复定位精度的因素 性的作用,使得钢丝绳和减速机齿轮产生了相对摩
切割平台上的 2 号模组每天来回移动接近 擦,导致切割平台在连续移动的过程中产生了累积
[3]
400次。切割平台的移动是依靠伺服电机的减速机 误差 。在前期使用时,激光切割机每周都会出现
带动钢丝绳来驱动,由于钢丝绳在拉动平台时本身 切割平台的模板被激光切坏、平台上的电磁铁损坏
受到张力的作用,尤其是在启动和停止时,其受到惯 等现象(见图4)。
图 4 损坏的切割模板外观
23