
Page 75 - 理化检验-物理分册2024年第八期
P. 75
8
质量控制与失效分析 DOI:10.11973/lhjy-wl230227
ER70S-6 焊丝拉拔断裂原因
韩 冬,顾凤义
(天津荣程联合钢铁集团有限公司,天津 300352)
摘 要:某ER70S-6气体保护焊丝发生拉拔断裂现象,采用宏观观察、化学成分分析、金相检验、
扫描电镜分析等方法对ER70S-6拉拔断裂焊丝进行分析。结果表明:在冷拉过程中,拉丝工艺参数
设置不完善导致在拉丝过程中温度达到相变温度,组织中形成过渡态贝氏体,材料在变形过程中发
生加工硬化现象,使得材料整体脆性大大增加;材料心部存在一定程度的偏析,首先萌生多断裂触
发点,在连续拉拔过程中,材料发生断裂现象。
关键词: 焊丝;拉拔断裂;贝氏体;偏析;相变温度;脆性
中图分类号:TG115.2;TB31 文献标志码:B 文章编号:1001-4012(2024)08-0059-04
Reasons for drawing fracture of ER70S-6 welding wire
HAN Dong, GU Fengyi
(Tianjin Rockcheck Iron and Steel Group Co.,Ltd.,Tianjin 300352,China)
Abstract: The drawing fracture phenomenon of ER70S-6 gas shielded welding wire was analyzed by means of
macroscopic observation, chemical composition analysis, metallographic examination and scanning electron microscope
analysis. The results show that during the cold drawing process, the imperfect setting of the drawing process parameters
led to the temperature reaching the phase transition temperature during the drawing process, and the transition bainite
was formed in the structure. The work hardening of the material occured during the deformation process, which greatly
increased the overall brittleness of the material. There was a certain degree of segregation in the core of the material.
First, multiple fracture trigger points were initiated. During the continuous drawing process, the material cracked.
Keywords: welding wire; drawing fracture; bainite; segregation; phase transition temperature; embrittlement
气体保护焊丝是最常用的焊丝产品之一,广泛 热时间为90 min。经过高压水除磷,采用85~90 m/s
应用于石油化工、车船制造等领域。为了满足工业 的速率进行轧制,将精轧温度控制为(900±10) ℃,
产品的品质要求,要保证焊丝用盘条原料成分均匀、 吐丝温度控制为(870±10) ℃,首端辊道速率控制为
洁净度好、对夹杂物控制严格,确保其优良的综合 0.15 m/s。盘条成品直径为5.5 mm。
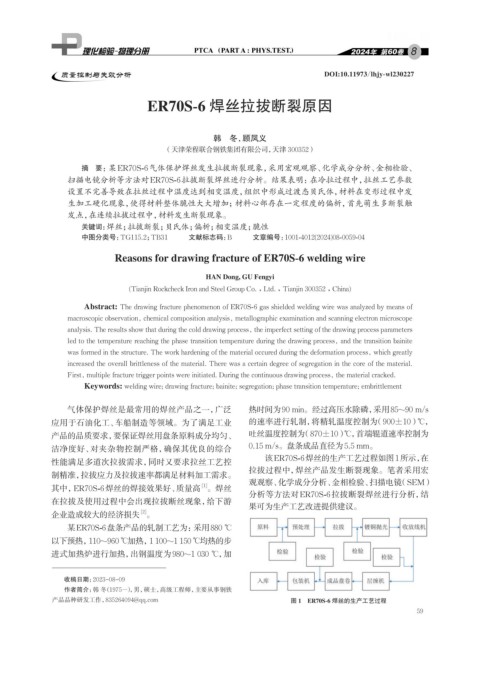
该ER70S-6焊丝的生产工艺过程如图1所示,在
性能满足多道次拉拔需求,同时又要求拉丝工艺控
拉拔过程中,焊丝产品发生断裂现象。笔者采用宏
制精准,拉拔应力及拉拔速率都满足材料加工需求。
观观察、化学成分分析、金相检验、扫描电镜(SEM)
[1]
其中,ER70S-6焊丝的焊接效果好、质量高 。焊丝
分析等方法对ER70S-6拉拔断裂焊丝进行分析,结
在拉拔及使用过程中会出现拉拔断丝现象,给下游
果可为生产工艺改进提供建议。
[2]
企业造成较大的经济损失 。
某ER70S-6盘条产品的轧制工艺为:采用880 ℃
以下预热,110~960 ℃加热,1 100~1 150 ℃均热的步
进式加热炉进行加热,出钢温度为980~1 030 ℃,加
收稿日期:2023-08-09
作者简介:韩 冬(1975-) ,男,硕士,高级工程师,主要从事钢铁
产品品种研发工作,835264094@qq.com 图 1 ER70S-6 焊丝的生产工艺过程
59