
Page 77 - 理化检验-物理分册2024年第八期
P. 77
韩 冬,等:ER70S-6焊丝拉拔断裂原因
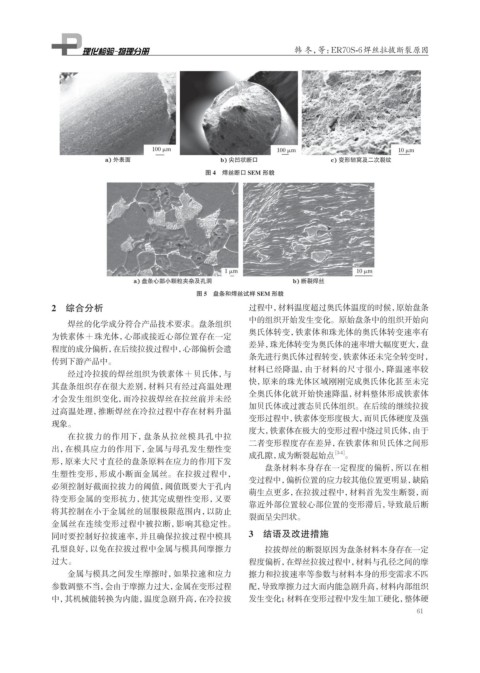
图 4 焊丝断口 SEM 形貌
图 5 盘条和焊丝试样 SEM 形貌
2 综合分析 过程中,材料温度超过奥氏体温度的时候,原始盘条
中的组织开始发生变化。原始盘条中的组织开始向
焊丝的化学成分符合产品技术要求。盘条组织
奥氏体转变,铁素体和珠光体的奥氏体转变速率有
为铁素体+珠光体,心部或接近心部位置存在一定
差异,珠光体转变为奥氏体的速率增大幅度更大,盘
程度的成分偏析,在后续拉拔过程中,心部偏析会遗
条先进行奥氏体过程转变,铁素体还未完全转变时,
传到下游产品中。
材料已经降温,由于材料的尺寸很小,降温速率较
经过冷拉拔的焊丝组织为铁素体+贝氏体,与
快,原来的珠光体区域刚刚完成奥氏体化甚至未完
其盘条组织存在很大差别,材料只有经过高温处理
全奥氏体化就开始快速降温,材料整体形成铁素体
才会发生组织变化,而冷拉拔焊丝在拉丝前并未经
加贝氏体或过渡态贝氏体组织。在后续的继续拉拔
过高温处理,推断焊丝在冷拉过程中存在材料升温
变形过程中,铁素体变形度极大,而贝氏体硬度及强
现象。
度大,铁素体在极大的变形过程中绕过贝氏体,由于
在拉拔力的作用下,盘条从拉丝模具孔中拉
二者变形程度存在差异,在铁素体和贝氏体之间形
出,在模具应力的作用下,金属与母孔发生塑性变
成孔隙,成为断裂起始点 [3-4] 。
形,原来大尺寸直径的盘条原料在应力的作用下发
盘条材料本身存在一定程度的偏析,所以在相
生塑性变形,形成小断面金属丝。在拉拔过程中,
变过程中,偏析位置的应力较其他位置更明显,缺陷
必须控制好截面拉拔力的阈值,阈值既要大于孔内
萌生点更多,在拉拔过程中,材料首先发生断裂,而
待变形金属的变形抗力,使其完成塑性变形,又要
靠近外部位置较心部位置的变形滞后,导致最后断
将其控制在小于金属丝的屈服极限范围内,以防止
裂面呈尖凹状。
金属丝在连续变形过程中被拉断,影响其稳定性。
同时要控制好拉拔速率,并且确保拉拔过程中模具 3 结语及改进措施
孔型良好,以免在拉拔过程中金属与模具间摩擦力 拉拔焊丝的断裂原因为盘条材料本身存在一定
过大。 程度偏析,在焊丝拉拔过程中,材料与孔径之间的摩
金属与模具之间发生摩擦时,如果拉速和应力 擦力和拉拔速率等参数与材料本身的形变需求不匹
参数调整不当,会由于摩擦力过大,金属在变形过程 配,导致摩擦力过大而内能急剧升高,材料内部组织
中,其机械能转换为内能,温度急剧升高,在冷拉拔 发生变化;材料在变形过程中发生加工硬化,整体硬
61