
Page 77 - 理化检验-物理分册2024年第六期
P. 77
武英英,等:2219铝合金箱底法兰焊缝条状缺陷产生原因
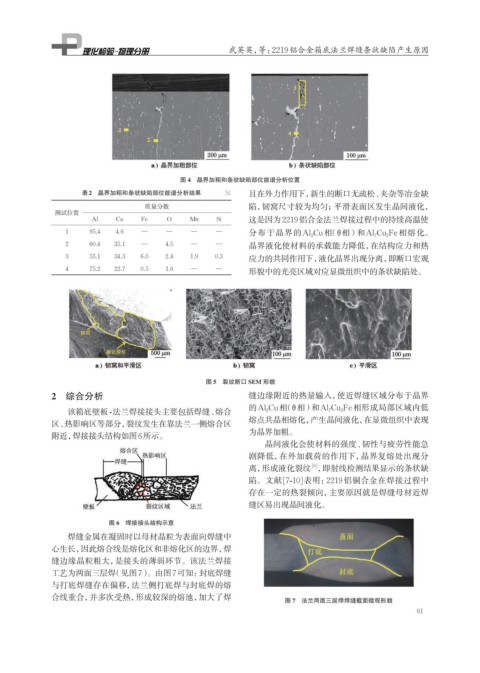
图 4 晶界加粗和条状缺陷部位能谱分析位置
表2 晶界加粗和条状缺陷部位能谱分析结果 % 且在外力作用下,新生的断口无疏松、夹杂等冶金缺
质量分数 陷,韧窝尺寸较为均匀;平滑表面区发生晶间液化,
测试位置
Al Cu Fe O Mn Si 这是因为2219铝合金法兰焊接过程中的持续高温使
1 95.4 4.6 — — — — 分布于晶界的Al 2 Cu相(θ相)和Al 7 Cu 2 Fe相熔化。
2 60.4 35.1 — 4.5 — — 晶界液化使材料的承载能力降低,在结构应力和热
3 55.1 34.3 6.0 2.4 1.9 0.3 应力的共同作用下,液化晶界出现分离,即断口宏观
4 75.2 22.7 0.5 1.6 — —
形貌中的光亮区域对应显微组织中的条状缺陷处。
图 5 裂纹断口 SEM 形貌
2 综合分析 缝边缘附近的热量输入,使近焊缝区域分布于晶界
的Al 2 Cu相(θ相)和Al 7 Cu 2 Fe相形成局部区域内低
该箱底壁板-法兰焊接接头主要包括焊缝、熔合
熔点共晶相熔化,产生晶间液化,在显微组织中表现
区、热影响区等部分,裂纹发生在靠法兰一侧熔合区
为晶界加粗。
附近,焊接接头结构如图6所示。
晶间液化会使材料的强度、韧性与疲劳性能急
剧降低,在外加载荷的作用下,晶界复熔处出现分
离,形成液化裂纹 ,即射线检测结果显示的条状缺
[6]
陷。文献[7-10]表明:2219铝铜合金在焊接过程中
存在一定的热裂倾向,主要原因就是焊缝母材近焊
缝区易出现晶间液化。
图 6 焊接接头结构示意
焊缝金属在凝固时以母材晶粒为表面向焊缝中
心生长,因此熔合线是熔化区和非熔化区的边界,焊
缝边缘晶粒粗大,是接头的薄弱环节。该法兰焊接
工艺为两面三层焊(见图7)。由图7可知:封底焊缝
与打底焊缝存在偏移,法兰侧打底焊与封底焊的熔
合线重合,并多次受热,形成较深的熔池,加大了焊 图 7 法兰两面三层焊焊缝截面微观形貌
61