
Page 51 - 理化检验-物理分册2023年第十期
P. 51
简添福, 等: 不同成形厚度对奥氏体不锈钢封头组织和性能的影响
表1 3种不同规格原材料钢板的化学成分分析结果 %
质量分数
项目
C Si Mn P S Cr Ni N
4.0mm 厚钢板实测值 0.032 0.35 1.25 0.030 0.003 18.02 8.05 0.048
6.0mm 厚钢板实测值 0.025 0.33 1.24 0.029 0.003 18.01 8.02 0.040
8.0mm 厚钢板实测值 0.036 0.33 1.27 0.028 0.004 18.01 8.01 0.045
标准值 ≤0.08 ≤0.75 ≤2.00 ≤0.035 ≤0.015 18.00~20.00 8.00~10.50 ≤0.10
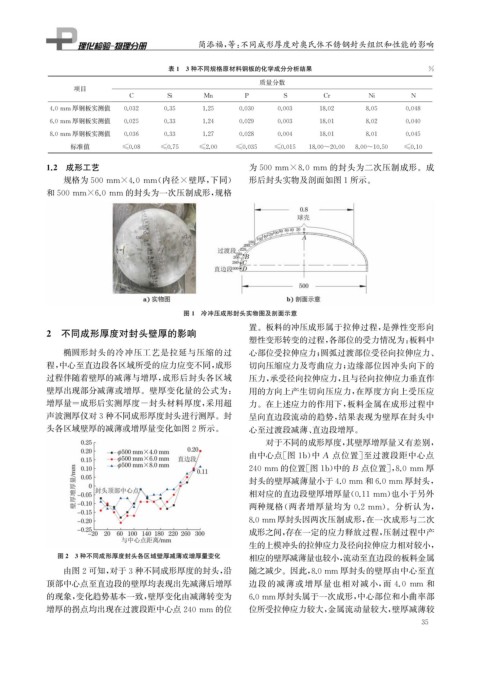
1.2 成形工艺 为500mm×8.0mm 的封头为二次压制成形。成
规格为500mm×4.0mm ( 内径×壁厚, 下同) 形后封头实物及剖面如图1所示。
和500mm×6.0mm 的封头为一次压制成形, 规格
图1 冷冲压成形封头实物图及剖面示意
置。板料的冲压成形属于拉伸过程, 是弹性变形向
2 不同成形厚度对封头壁厚的影响
塑性变形转变的过程, 各部位的受力情况为: 板料中
椭圆形封头的冷冲压工艺是拉延与压缩的过 心部位受拉伸应力; 圆弧过渡部位受径向拉伸应力、
程, 中心至直边段各区域所受的应力应变不同, 成形 切向压缩应力及弯曲应力; 边缘部位因冲头向下的
过程伴随着壁厚的减薄与增厚, 成形后封头各区域 压力, 承受径向拉伸应力, 且与径向拉伸应力垂直作
壁厚出现部分减薄或增厚。壁厚变化量的公式为: 用的方向上产生切向压应力, 在厚度方向上受压应
增厚量=成形后实测厚度-封头材料厚度, 采用超 力。在上述应力的作用下, 板料金属在成形过程中
声波测厚仪对3种不同成形厚度封头进行测厚。封 呈向直边段流动的趋势, 结果表现为壁厚在封头中
头各区域壁厚的减薄或增厚量变化如图2所示。 心至过渡段减薄、 直边段增厚。
对于不同的成形厚度, 其壁厚增厚量又有差别,
由中心点[ 图 1b ) 中 A 点位置] 至过渡段距中心点
240mm 的位置[ 图1b ) 中的B 点位置], 8.0mm 厚
封头的壁厚减薄量小于4.0mm 和6.0mm 厚封头,
相对应的直边段壁厚增厚量( 0.11mm ) 也小于另外
两种规格( 两者增厚量均为 0.2mm )。分析认为,
8.0mm 厚封头因两次压制成形, 在一次成形与二次
成形之间, 存在一定的应力释放过程, 压制过程中产
生的上模冲头的拉伸应力及径向拉伸应力相对较小,
图2 3种不同成形厚度封头各区域壁厚减薄或增厚量变化 相应的壁厚减薄量也较小, 流动至直边段的板料金属
由图2可知, 对于3种不同成形厚度的封头, 沿 随之减少。因此, 8.0mm 厚封头的壁厚由中心至直
顶部中心点至直边段的壁厚均表现出先减薄后增厚 边段的减薄或增厚量也相对减小, 而 4.0 mm 和
的现象, 变化趋势基本一致, 壁厚变化由减薄转变为 6.0mm 厚封头属于一次成形, 中心部位和小曲率部
增厚的拐点均出现在过渡段距中心点240mm 的位 位所受拉伸应力较大, 金属流动量较大, 壁厚减薄较
5
3