
Page 53 - 理化检验-物理分册2023年第十期
P. 53
简添福, 等: 不同成形厚度对奥氏体不锈钢封头组织和性能的影响
减薄量与直边段壁厚增厚量相对较小, 组织中形变
4 不同成形厚度对硬度的影响
诱发形成的马氏体组织相变量较少, 性能上体现为
亚稳态奥氏体不锈钢冷冲压成形后将诱发马氏 整体硬度较低。在冷冲压成形后不进行消应力热处
体相变, 组织中形变诱发相变马氏体相含量多少影响 理( 含固溶处理) 的前提下, 8.0mm 厚不锈钢封头
着材料内应力的大小。因此, 马氏体相变量是分析冷 直边段的开裂概率相对较低。
冲压封头是否存在开裂隐患的主要依据, 而马氏体相
变的多少可通过宏观硬度进行表征。同样选取原材 5 结论
料平板、 成形后封头顶部中心点( A 点)、 壁厚变化出 ( 1 )不同成形厚度的奥氏体不锈钢封头壁厚增
现的拐点部位( B 点)、 小曲率部位( C 点) 和直边段 厚量存在差异, 8.0mm 厚封头由顶部中心至直边
( D 点) 进行硬度测试, 为排除外表面划伤、 凹坑、 污垢 段各区域的壁厚减薄或增厚量均相对较小。
等其他因素的干扰, 硬度测试部位选取距外表面 ( 2 )不同成形厚度封头的马氏体组织相变量与
0.5mm 处厚度截面。采用维氏硬度试验机进行试 壁厚增厚量成正比例关系, 8.0mm 厚封头马氏体
验, 试验力为10k g f ( 1k g f=9.80665N ), 保压时间为 相变量较少, 组织内应力也较小。
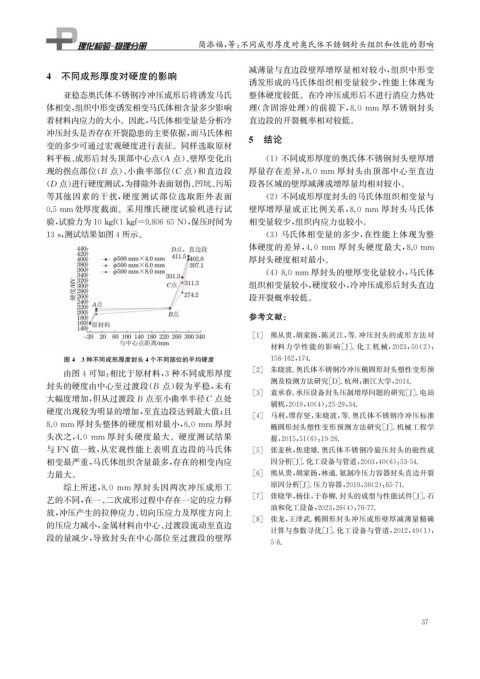
13s , 测试结果如图4所示。 ( 3 )马氏体相变量的多少, 在性能上体现为整
体硬度的差异, 4.0 mm 厚封头硬度最大, 8.0mm
厚封头硬度相对最小。
( 4 ) 8.0mm 厚封头的壁厚变化量较小, 马氏体
组织相变量较小, 硬度较小, 冷冲压成形后封头直边
段开裂概率较低。
参考文献:
[ 1 ] 熊从贵, 胡家扬, 陈灵江, 等. 冲压封头的成形方法对
材料力学性能的影响[ J ] . 化工机械, 2023 , 50 ( 2 ):
图4 3种不同成形厚度封头4个不同部位的平均硬度 158-162 , 174.
[ 2 ] 朱晓波. 奥氏体不锈钢冷冲压椭圆形封头塑性变形预
由图4可知: 相比于原材料, 3种不同成形厚度
封头的硬度由中心至过渡段( B 点) 较为平稳, 未有 测及检测方法研究[ D ] . 杭州: 浙江大学, 2014.
[ 3 ] 袁承春. 承压设备封头压制增厚问题的研究[ J ] . 电站
大幅度增加, 但从过渡段B 点至小曲率半径C 点处
辅机, 2019 , 40 ( 4 ): 25-29 , 34.
硬度出现较为明显的增加, 至直边段达到最大值; 且
[ 4 ] 马利, 缪存坚, 朱晓波, 等. 奥氏体不锈钢冷冲压标准
8.0mm 厚封头整体的硬度相对最小, 6.0mm 厚封 椭圆形封头塑性变形预测方法研究[ J ] . 机械工程学
头次之, 4.0mm 厚封头硬度最大。硬度测试结果 报, 2015 , 51 ( 6 ): 19-26.
与 FN 值一致, 从宏观性能上表明直边段的马氏体 [ 5 ] 张麦秋, 焦建雄. 奥氏体不锈钢冷旋压封头的磁性成
相变最严重, 马氏体组织含量最多, 存在的相变内应 因分析[ J ] . 化工设备与管道, 2003 , 40 ( 6 ): 53-54.
力最大。 [ 6 ] 熊从贵, 胡家扬, 林通. 氨制冷压力容器封头直边开裂
综上所述, 8.0mm 厚封头因两次冲压成形工 原因分析[ J ] . 压力容器, 2019 , 36 ( 2 ): 65-71.
[ 7 ] 张晓华, 杨佳, 于春柳. 封头的成型与性能试件[ J ] . 石
艺的不同, 在一、 二次成形过程中存在一定的应力释
放, 冲压产生的拉伸应力、 切向压应力及厚度方向上 油和化工设备, 2023 , 26 ( 4 ): 76-77.
[ 8 ] 张龙, 王泽武. 椭圆形封头冲压成形壁厚减薄量精确
的压应力减小, 金属材料由中心、 过渡段流动至直边
计算与参数寻优[ J ] . 化工设备与管道, 2012 , 49 ( 1 ):
段的量减少, 导致封头在中心部位至过渡段的壁厚
5-8.
7
3