
Page 81 - 理化检验-物理分册2023年第九期
P. 81
高靖靖, 等: 17-4PH 不锈钢高锁螺母裂纹产生的原因
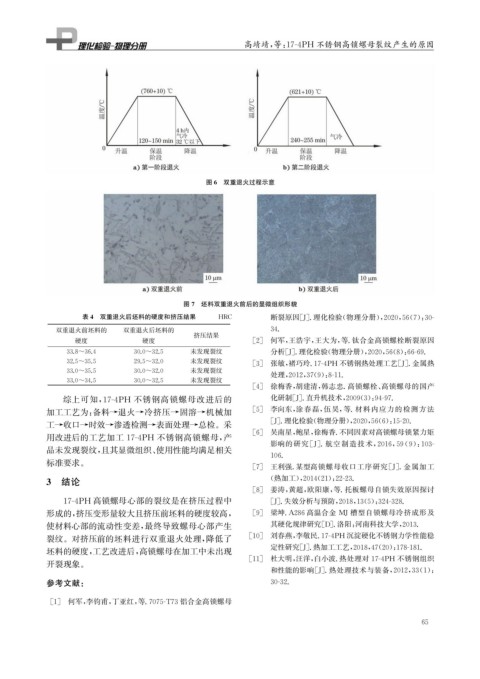
图6 双重退火过程示意
图7 坯料双重退火前后的显微组织形貌
表4 双重退火后坯料的硬度和挤压结果 HRC 断裂原因[ J ] . 理化检验( 物理分册), 2020 , 56 ( 7 ): 30-
双重退火前坯料的 双重退火后坯料的 34.
挤压结果
硬度 硬度 [ 2 ] 何军, 王浩宇, 王大为, 等. 钛合金高锁螺栓断裂原因
33.8~36.4 30.0~32.5 未发现裂纹 分析[ J ] . 理化检验( 物理分册), 2020 , 56 ( 8 ): 66-69.
32.5~35.5 29.5~32.0 未发现裂纹 [ 3 ] 张敏, 褚巧玲.17-4PH 不锈钢热处理工艺[ J ] . 金属热
33.0~35.5 30.0~32.0 未发现裂纹
处理, 2012 , 37 ( 9 ): 8-11.
33.0~34.5 30.0~32.5 未发现裂纹
[ 4 ] 徐梅香, 胡建清, 韩志忠. 高锁螺栓、 高锁螺母的国产
综上可知, 17-4PH 不锈钢高锁螺母改进后的 化研制[ J ] . 直升机技术, 2009 ( 3 ): 94-97.
加工工艺为: 备料→退火→冷挤压→固溶→机械加 [ 5 ] 李向东, 涂春磊, 伍昊, 等. 材料内应力的检测方法
工→收口→时效→渗透检测→表面处理→总检。采 [ J ] . 理化检验( 物理分册), 2020 , 56 ( 6 ): 15-20.
[ 6 ] 吴南星, 鲍星, 徐梅香. 不同因素对高锁螺母锁紧力矩
用改进后的工艺加工 17-4PH 不锈钢高锁螺母, 产
影响的研究[ J ] . 航空制造技术, 2016 , 59 ( 9 ): 103-
品未发现裂纹, 且其显微组织、 使用性能均满足相关
106.
标准要求。 [ 7 ] 王利强. 某型高锁螺母收口工序研究[ J ] . 金属加工
3 结论 ( 热加工), 2014 ( 21 ): 22-23.
[ 8 ] 姜涛, 黄超, 欧阳康, 等. 托板螺母自锁失效原因探讨
17-4PH 高锁螺母心部的裂纹是在挤压过程中 [ J ] . 失效分析与预防, 2018 , 13 ( 5 ): 324-328.
形成的, 挤压变形量较大且挤压前坯料的硬度较高, [ 9 ] 梁坤.A286高温合金 MJ槽型自锁螺母冷挤成形及
使材料心部的流动性变差, 最终导致螺母心部产生 其硬化规律研究[ D ] . 洛阳: 河南科技大学, 2013.
裂纹。对挤压前的坯料进行双重退火处理, 降低了 [ 10 ] 刘春燕, 李敬民.17-4PH 沉淀硬化不锈钢力学性能稳
坯料的硬度, 工艺改进后, 高锁螺母在加工中未出现 定性研究[ J ] . 热加工工艺, 2018 , 47 ( 20 ): 178-181.
[ 11 ] 杜大明, 汪洋, 白小波. 热处理对17-4PH 不锈钢组织
开裂现象。
和性能的影响[ J ] . 热处理技术与装备, 2012 , 33 ( 1 ):
参考文献: 30-32.
[ 1 ] 何军, 李钧甫, 丁亚红, 等.7075-T73铝合金高锁螺母
5
6