
Page 70 - 理化检验-物理分册2022年第十期
P. 70
DOI : 10.11973 / lh jy -wl202210013
氢气增压机活塞杆断裂原因
刘桂连,高焕丽,汤秋美,王传志
( 北京燕华工程建设有限公司,北京 102502 )
摘 要: 采用宏观观察、 化学成分分析、 硬度测试、 力学性能测试、 金相检验、 扫描电镜分析等方
法对某氢气增压机活塞杆断裂原因进行研究。结果表明: 活塞杆的断裂原因为原材料热处理工艺
不当, 导致活塞杆的力学性能降低; 在高周循环应力作用下, 活塞杆发生疲劳断裂。最后提出了相
应的改进建议, 以供相关人员参考。
关键词: 氢气增压机;活塞杆;力学性能;热处理;疲劳断裂
中图分类号: TG115.5 文献标志码: B 文章编号: 1001-4012 ( 2022 ) 10-0054-04
Fracturereasonof p istonrodofh y dro g enboostercom p ressor
LIUGuilian , GAOHuanli , TANGQ iumei , WANGChuanzhi
( Bei j in gYanhuaConstructionEn g ineerin gCo. , Ltd. , Bei j in g102502 , China )
Abstract : Macrosco p icobservation , chemicalcom p ositionanal y sis , hardnesstest , mechanical p ro p ert y test ,
metallo g ra p hicexaminationandscannin gelectron microsco p eanal y siswereusedtostud ythefracturereasonof
p istonrodofah y dro g enboostercom p ressor.Theresultsshowthatthefracturereasonofthep istonrodwasthe
im p ro p erheattreatment p rocessofraw materials , whichledtothedecreaseofthemechanical p ro p ert y ofthe p iston
rod , andthefati g uefractureoccured undertheactionofhi g h-c y clec y clicstress.Finall y , thecorres p ondin g
im p rovementsu gg estionswerep utforwardforthereferenceofrelevant p ersonnel.
Ke y words : h y dro g enboostercom p ressor ; p istonrod ; mechanical p ro p ert y ; heattreatment ; fati g uefracture
氢气增压机组的作用是将氢气压力提高后输送
到氢气管网, 供其他炼油、 化工装置使用。氢气增压
机的平稳运行直接影响到其他氢气装置的安全、 稳
定、 长周期运行, 如发生故障会造成其他装置的非计
划停车 [ 1 ] 。
氢气增压机为对称平衡型活塞压缩机, 额定转速
为300r / min , 行程为360mm 。根据氢气增压机使用
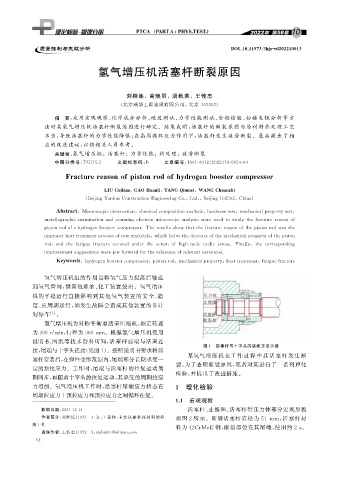
说明书、 图纸等技术资料可知, 活塞杆前端与活塞连
图 1 活塞杆与十字头的装配方法示意
接, 尾端与十字头连接( 见图1 )。按照说明书要求将活
某氢气增压机在工作过程中其活塞杆发生断
塞杆安装后, 在弹性变形范围内, 尾端部分长期承受一
裂, 为了查明断裂原因, 笔者对其进行了一系列理化
定的预拉应力。工作时, 尾端与活塞杆的往复运动周
检验, 并提出了改进措施。
期同步, 再随着十字头的往复运动, 其承受的周期拉应
力增加。氢气增压机工作时, 活塞杆尾端应力状态在 1 理化检验
周期拉应力+预拉应力和预拉应力之间循环往复。
1.1 宏观观察
活塞杆、 止推圈、 活塞杆带压力体部分宏观形貌
收稿日期: 2021-12-14
作者简介: 刘桂连( 1973- ), 女, 工程师, 主要从事金属材料的检 如图 2 所示。断裂活塞杆直径为 51mm , 活塞杆材
测工作
料为 42CrMoE 钢, 断裂部位在其尾端, 使用约 2a 。
通信作者: 王传志( 1972- ), zhilixi01@ali y un.com
5 4