
Page 63 - 理化检验-物理分册2022年第十期
P. 63
代礼斌, 等: 钢芯铝绞线拉断力测试试样端头的制备工艺
1.2 测试方法
1 测试材料与测试方法
在长度为 15 m 的钢芯铝绞线两端, 分别用不
1.1 测试材料 同的工艺制备端头, 工艺如表1 所示; 钢芯铝绞线端
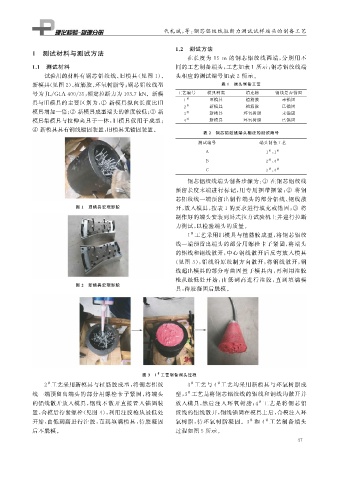
试验用的材料有钢芯铝绞线、 旧模具( 见图 1 )、 头相应的测试编号如表 2 所示。
新模具( 见图2 )、 植筋胶、 环氧树脂等; 钢芯铝绞线型 表 1 端头制备工艺
号为JL / G1A400 / 35 , 额定拉断力为103.7kN 。新模 工艺编号 模具种类 填充物 钢线是否锚固
# 旧模具 植筋胶 未锚固
具与旧模具的主要区别为: ① 新模具纵向长度比旧 1
# 新模具 植筋胶 已锚固
2
模具增加一倍; ② 新模具成型端头的锥度较低; ③ 新 # 新模具 环氧树脂 未锚固
3
模具集模具与拉伸夹具于一体, 旧模具仅用于成型; 4 # 新模具 环氧树脂 已锚固
④ 新模具具有钢线锚固装置, 旧模具无锚固装置。 表 2 钢芯铝绞线端头相应的测试编号
测试编号 端头制备工艺
#
A 1 , 1 #
#
B 2 , 4 #
# #
C 3 , 4
钢芯铝绞线端头制备步骤为: ① 在钢芯铝绞线
预留长度末端进行标记, 用专用捆带捆紧; ② 将钢
芯铝绞线一端预留出制作端头的部分铝线、 钢线散
图 1 旧模具宏观形貌 开, 放入模具, 按表 1 的要求进行填充或锚固; ③ 将
制作好的端头安装到卧式拉力试验机上并进行拉断
力测试, 以检验端头的质量。
1 工艺采用旧模具与植筋胶成型, 将钢芯铝绞
#
线一端预留出端头的部分用螺栓卡子紧固, 将端头
的铝线和钢线散开, 中心钢线散开后反弯放入模具
( 见图 3 ), 铝线沿原绞制方向散开, 将钢线散开, 钢
线超出模具的部分弯曲固置于模具内, 再利用注胶
枪从最低处开始, 由低到高进行注胶, 直到填满模
图 2 新模具宏观形貌
具, 待胶凝固后脱模。
#
图 3 1 工艺制备端头过程
2 工艺采用新模具与植筋胶成型, 将钢芯铝绞 3 工艺与 4 工艺均采用新模具与环氧树脂成
#
#
#
线一端预留出端头的部分用螺栓卡子紧固, 将端头 型, 3 工艺是将钢芯铝绞线的铝线和钢线均散开并
#
的铝线散开放入模具, 钢线不散开直接置入锚固装 放入模具, 然后注入环氧树脂; 4 工艺是将钢芯铝
#
置, 合模后拧紧螺栓( 见图 4 ), 利用注胶枪从最低处 绞线的铝线散开, 钢线锚固在模具上后, 合模注入环
开始, 由低到高进行注胶, 直到填满模具, 待胶凝固 氧树脂, 待环氧树脂凝固。 3 和 4 工艺制备端头
#
#
后不脱模。 过程如图 5 所示。
4 7