
Page 56 - 理化检验-物理分册2022年第十期
P. 56
薛 凯, 等: 不同方法测量金属薄板塑性应变比的结果比较
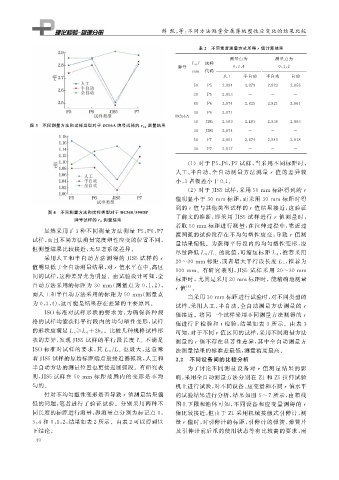
表 2 不同宽度测量方式所得r 值计算结果
测量点为 测量点为
/ 试样
L 0
牌号 0 , 3 , 4 0 , 1 , 2
mm 代码
人工 半自动 半自动 自动
50 P5 2.894 2.879 2.823 2.856
30 P5 2.853 - - -
80 P6 2.874 2.825 2.821 2.861
30 P6 2.871 - - -
DC06A
50 JIS5 2.509 2.483 2.838 2.863
测量结果
图 3 不同测量方法和试样类型对于 DC06A 牌号试样的r 12
30 JIS5 2.874 - - -
50 P7 2.851 2.874 2.845 2.818
30 P7 2.817 - - -
( 1 )对于 P5 , P6 , P7 试样, 当采用不同标距时,
人工、 半自动、 全自动测量方法测量r 值的差异较
小, 3 者极差小于 0.1 。
( 2 )对于JIS5 试样, 采用 50mm 标距得到的r
值明显小于 30mm 标距, 而采用 30mm 标距时得
到的r 值与其他类型试样的r 值结果接近, 这验证
图 4 不同测量方法和试样类型对于 HC340 / 590DP
了前文的推断, 即采用 JIS5 试样进行r 值测量时,
测量结果
牌号试样的r 8
若取 50mm 标距进行测量, 在拉伸过程中, 靠近过
虽然采用了 3 种不同测量方法测量 P5 , P6 , P7
渡圆弧的试验段存在不均匀塑性应变, 导致r 值测
试样, 而且不同方法测量宽度塑性应变的位置不同,
量结果偏低。为获得平行段内的均匀塑性变形, 应
但测量结果比较接近, 无显著系统差异。
/
尽量降低 L 0 L c 的比值, 可缩短标距 L 0 , 推荐采用
采用人工和半自动方法测得的 JIS5 试样的r , 推荐为
20~30mm 标距, 或者增大平行段长度 L c
值明显低于全自动测量结果, 对r 值水平在中、 高区
100mm 。有研究表明, JIS5 试样采用 20~30mm
间的试样, 这种差异尤为明显。由试验设计可知, 全
标距时, 尤其是采用20mm 标距时, 能精确地测量
自动方法采用的标距为 30 mm ( 测量点为 0 , 1 , 2 ), [ 6 ]
r 值 。
而人工和半自动方法采用的标距为 50mm ( 测量点 当采用 30mm 标距进行试验时, 对不同类型的
为 0 , 3 , 4 ), 这可能是结果存在差异的主要原因。
试样, 采用人工、 半自动、 全自动测量方法测量的r
ISO 标准对试样形状的要求为: 为确保各种规 值接近。将同一个试样采用不同测量方法测得的r
格的试样均能获得平行段内的均匀塑性变形, 试样
值进行 F 检验和 t检验, 结果如表 3 所示。由表 3
。比较几种规格试样形
的形状应满足 L c≥ L 0+2 b 0 可知: 对于不同r 值区间的试样, 采用不同测量方法
不满足
状的差异, 发现 JIS5 试样的平行段长度 L c 测量的r 值不存在显著性差异, 其中全自动测量方
/ 也最大, 这意味
ISO 标准对试样的要求, 其 L 0 L c 法测量结果的标准差最低, 测量精度最高。
着JIS5 试样的原始标距端点最接近圆弧段, 人工和 2.2 不同设备间的比较分析
半自动方法的测量位置也更接近圆弧段。有研究表 为了讨论不同测量设备对r 值测量结果的影
明, JIS5 试样在 50 mm 标距范围内的变形 是不均 响, 采用全自动测量方法分别在 Z1 和 Z5 拉伸试验
匀的。 机上进行试验, 对不同设备、 应变量和不同r 值水平
针对不均匀塑性变形是否导致r 值测量结果偏 的试验结果进行分析, 结果如图 5~7 所示, 由箱线
低的问题, 笔者进行了验证试验。分别采用两种不 图上下限和箱体可知, 不同设备和应变量测得的r
同长度的标距进行测量, 即测量点分别为标记点 0 , 值比较接近, 但由于 Z1 采用机械接触式引伸计, 测
3 , 4 和 0 , 1 , 2 , 结果如表2 所示。由表2 可以得到以 量r 值时, 对引伸计的标距, 引伸计的弹簧、 弹簧片
下结论。 及 引伸计前后爪的使用状态等有比较高的要求, 需
4 0