
Page 93 - 理化检验-物理分册2022年第九期
P. 93
胡伟勇, 等: 轴承套圈坯用热锻模顶柱失效形式及产生原因
塑性变形。 边界和显微缺陷部位会产生孔洞及微小裂纹, 导致
2.2 KO 顶面的早期失效 KO 顶面产生热疲劳龟裂现象, 其特征形貌如图 3
2.2.1 热疲劳龟裂 所示。由图 3 可见: 热龟裂发生部位与 KO 冷却水
热锻模表面受高节拍的锻打载荷, 坯料受到反 内腔横截面尺寸相当, 裂纹在扩展中呈网状, 组织中
复加热 - 冷却, 其表层承受循环拉伸 - 压缩应力, 晶粒 存在夹杂物、 疏松, 并且存在裂纹。
图 3 KO 顶面热疲劳龟裂特征宏观及微观形貌
操作时因冷却水压力和流量不足, 不能有效地
散发顶面吸收的热量, 导致 KO 顶面发生回火软化。
因此, KO 顶面的抗压强度降 低、 塑 性增加, KO 顶
面表层中位错和晶界到晶粒交汇处的滑动受阻, 造
成了应力集中并产生裂纹, 裂纹相互连接、 扩展形成
了龟裂花纹, 同时伴有明显的顶面塑性变形塌陷, 顶
面发生接触疲劳, 形成了热龟裂特征形貌。
2.2.2 顶面塌陷
图 4 KO 顶面塌陷特征宏观形貌
KO 顶面塌陷 早 期 失 效 具 有 顶 面 塑 性 变 形 范
围更大、 更 深、 更 明 显, 热 疲 劳 点 蚀 剥 脱 特 征 不 明 2.2.3 脆性开裂
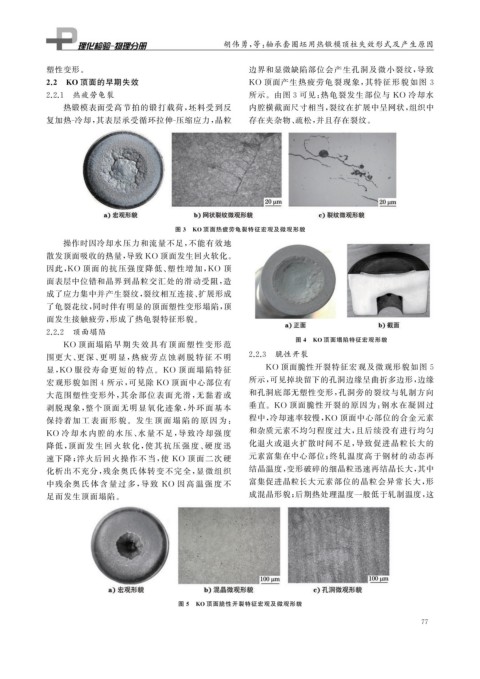
显, KO 服役寿命更 短的特点。 KO 顶面塌陷特征 KO 顶面脆性开裂特征宏观及微观形貌如图 5
宏观形貌如图4 所示, 可见除 KO 顶面中心部位有 所示, 可见掉块留下的孔洞边缘呈曲折多边形, 边缘
大范围塑性变形外, 其余部位表面光滑, 无黏着或 和孔洞底部无塑性变形, 孔洞旁的裂纹与轧制方向
剥脱现象, 整个顶面无明显氧化迹象, 外环面基本 垂直。 KO 顶面脆性开裂的原因为: 钢水在凝固过
保持着加 工 表 面 形 貌。发 生 顶 面 塌 陷 的 原 因 为: 程中, 冷却速率较慢, KO 顶面中心部位的合金元素
KO 冷却水内腔的水压、 水量不足, 导致冷却强度 和杂质元素不均匀程度过大, 且后续没有进行均匀
降低, 顶面 发 生 回 火 软 化, 使 其 抗 压 强 度、 硬 度 迅 化退火或退火扩散时间不足, 导致促进晶粒长大的
速下降; 淬火后回火操作不 当, 使 KO 顶面二次硬 元素富集在中心部位; 终轧温度高于钢材的动态再
化析出不充分, 残余奥氏体转变不完全, 显微组织 结晶温度, 变形破碎的细晶粒迅速再结晶长大, 其中
中残余奥 氏 体 含 量 过 多, 导 致 KO 因 高 温 强 度 不 富集促进晶粒长大元素部位的晶粒会异常长大, 形
足而发生顶面塌陷。 成混晶形貌; 后期热处理温度一般低于轧制温度, 这
图 5 KO 顶面脆性开裂特征宏观及微观形貌
7 7