
Page 94 - 理化检验-物理分册2022年第九期
P. 94
胡伟勇, 等: 轴承套圈坯用热锻模顶柱失效形式及产生原因
种混晶组织就无法通过热处理而被矫正, 混晶组织
和粗晶粒组织的存在使材料产生应力集中, 最终超
过材料的断裂强度而导致其发生穿晶断裂。
2.3 KO 柱体塑性变形
KO 柱体塑性变形的原因是: 在外力作用下, 模
具内部产生的压应力大于其抗压强度, 且模具因热
处理不当造成其硬度偏低, 导致材料产生塑性变形
并失效。热处理操作不当使材料的回火抗力降低,
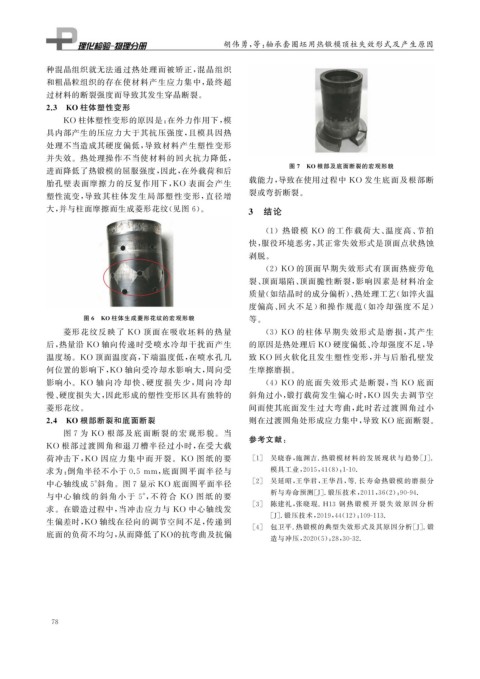
图 7 KO 根部及底面断裂的宏观形貌
进而降低了热锻模的屈服强度, 因此, 在外载荷和后
胎孔壁表面摩擦力的反复作用下, KO 表面会产生 载能力, 导致在使用过程中 KO 发生底面及根部断
塑性流变, 导致其柱体发生局部塑性变 形, 直径增 裂或弯折断裂。
大, 并与柱面摩擦而生成菱形花纹( 见图 6 )。 3 结论
( 1 )热锻模 KO 的工作载荷大、 温度高、 节 拍
快, 服役环境恶劣, 其正常失效形式是顶面点状热蚀
剥脱。
( 2 ) KO 的顶面早期失效形式有顶面热疲劳龟
裂、 顶面塌陷、 顶面脆性断裂, 影响因素是材料冶金
质量( 如结晶时的成分偏析)、 热处理工艺( 如淬火温
度偏高、 回火不足) 和操作规范( 如冷却强度不足)
图 6 KO 柱体生成菱形花纹的宏观形貌 等。
菱形花纹反映了 KO 顶面在吸收坯料的热量 ( 3 ) KO 的柱体早期失效形式是磨损, 其产生
后, 热量沿 KO 轴向传递时受喷水冷却干扰而产生 的原因是热处理后 KO 硬度偏低、 冷却强度不足, 导
温度场。 KO 顶面温度高, 下端温度低, 在喷水孔几 致 KO 回火软化且发生塑性变形, 并与后胎孔壁发
何位置的影响下, KO 轴向受冷却水影响大, 周向受 生摩擦磨损。
影响小。 KO 轴 向 冷 却 快、 硬 度 损 失 少, 周 向 冷 却 ( 4 ) KO 的底面失效形式是断裂, 当 KO 底面
慢、 硬度损失大, 因此形成的塑性变形区具有独特的 斜角过小, 锻打载荷发生偏心时, KO 因失去调节空
菱形花纹。 间而使其底面发生过大弯曲, 此时若过渡圆角过小
2.4 KO 根部断裂和底面断裂 则在过渡圆角处形成应力集中, 导致 KO 底面断裂。
图 7 为 KO 根部及底面断 裂 的 宏 观 形 貌。当
参考文献:
KO 根部过渡圆角和退刀槽半径过小时, 在受大载
荷冲击下, KO 因应 力集中而开裂。 KO 图 纸的要 [ 1 ] 吴晓春, 施渊吉 . 热锻模材料的发展现状 与 趋 势[ J ] .
求为: 倒角半径不小于 0.5mm , 底面圆平面半径与 模具工业, 2015 , 41 ( 8 ): 1-10.
中心轴线成5° 斜角。图7 显示 KO 底面圆平面半径 [ 2 ] 吴延昭, 王华君, 王华昌, 等 . 长寿命热锻模的 磨 损 分
与中心 轴 线 的 斜 角 小 于 5° , 不 符 合 KO 图 纸 的 要 析与寿命预测[ J ] . 锻压技术, 2011 , 36 ( 2 ): 90-94.
[ 3 ] 陈建礼, 张晓 琨 .H13 钢 热 锻 模 开 裂 失 效 原 因 分 析
求。在锻造过程中, 当冲击应力与 KO 中心轴线发
[ J ] . 锻压技术, 2019 , 44 ( 12 ): 109-113.
生偏差时, KO 轴线在径向的调节空间不足, 传递到
[ 4 ] 包卫平 . 热锻模的典型失效形式及其原因分析[ J ] . 锻
底面的负荷不均匀, 从而降低了KO的抗弯曲及抗偏
造与冲压, 2020 ( 5 ): 28 , 30-32.
7 8