
Page 92 - 理化检验-物理分册2022年第九期
P. 92
胡伟勇, 等: 轴承套圈坯用热锻模顶柱失效形式及产生原因
图 1 热锻模的结构及其工作步骤示意
一个完整的热锻成形工艺节拍为: 棒料感应加热 拍、 大载荷冲击时, 会发生高温回火软化、 坯料在顶面
到锻造温度→切成适当长度→送料机构输入锻模腔→ 上受迫流动摩擦、 大气氧化等损伤作用。
冲头冲锻成套圈毛坯→KO 顶出。 KO 的作用为, 在成 为了适应上述工况, KO 采用进口 Duro-FZ 钢
形时作为下砧面和后胎、 前胎及冲头构成型腔, 成形后 制作, 该钢种生产工艺为: 真空感应熔炼 + 电渣重熔
KO 上升顶出毛坯。工作时, KO 内部始终通有冷却 生产, 其适用于以高韧性为特点的精密成形热锻模
水, 其顶面与坯料接触时, 受高温坯料传导加热, 脱离 具, 该钢种具有杂质元素含量低、 夹杂物和碳化物细
接触时加热中断, 导致 KO 顶面材料内层存在变动的 小均匀分布、 组织致密、 高韧性、 高耐磨性等优点。
热梯度状态。工艺节拍过快( 120件 / min ), 使 KO 顶面 采用直读光谱仪对 Duro-FZ 钢进行化学成分分析,
与坯料接触时间长, 冷却效果受限, 因此, KO 受到高节 结果如表 1 所示。
表 1 Duro-FZ 钢化学成分分析结果 %
质量分数
项目
C Mn Si P S Ni Cr Mo W V Co Nb
实测值 0.472 0.457 0.195 0.0189 0.0005 0.059 3.621 2.023 1.475 1.244 0.585 0.247
质量分数
项目
Cu N Al Ti As Sn Pb Sb B Ta Bi Zn
实测值 0.030 0.066 0.0216 0.00001 0.001 0.001 0.001 0.011 0.00004 0.00001 0.057 0.0001
Duro-FZ 钢的热处理工艺为 1150 ℃ 真空淬火 纹; KO 顶面边缘部位因与后胎模壁存在摩擦阻力,
580 ℃ 高温回火 3 次, 其硬度为 55~57 HRC , 冲击 受力相对较小, 材料损伤较少; 中心与边缘过渡区表
吸收能量为 190J / cm 。 Duro-Fz的淬火 + 回火显 面有显微塑性变形和磨损, 呈下凹圆环槽。
2
微组织为细晶粒回火马氏体基体 + 均匀分布的少量
粒状及短杆状的碳化物 + 少量残余奥氏体。
2 KO 的失效形式
2.1 正常失效
热锻模失效形式包括磨损、 开裂、 塑性变形和热
龟裂等 [ 4 ] , 其中断裂失效约占热锻模失效事故中的
75% , 因此热锻模的高温抗压强度是影响其服役寿
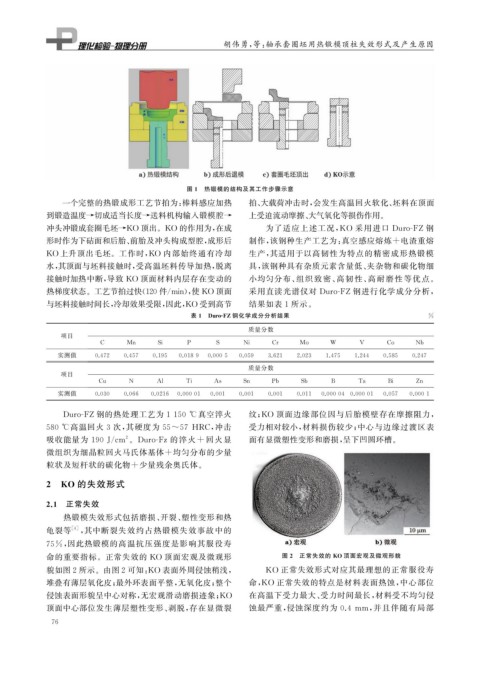
命的重要指标。正常失效的 KO 顶面宏观及微观形 图 2 正常失效的 KO 顶面宏观及微观形貌
貌如图2所示。由图2可知: KO 表面外周侵蚀稍浅, KO 正常失效形式对应其最理想的正常服役寿
堆叠有薄层氧化皮; 最外环表面平整, 无氧化皮; 整个 命, KO 正常失效的特点是材料表面热蚀, 中心部位
侵蚀表面形貌呈中心对称, 无宏观滑动磨损迹象; KO 在高温下受力最大、 受力时间最长, 材料受不均匀侵
顶面中心部位发生薄层塑性变形、 剥脱, 存在显微裂 蚀最严重, 侵蚀深度约为 0.4mm , 并且伴随有局部
7 6