
Page 88 - 理化检验-物理分册2022年第八期
P. 88
王 帅, 等: 某气井套管螺纹粘扣原因
#
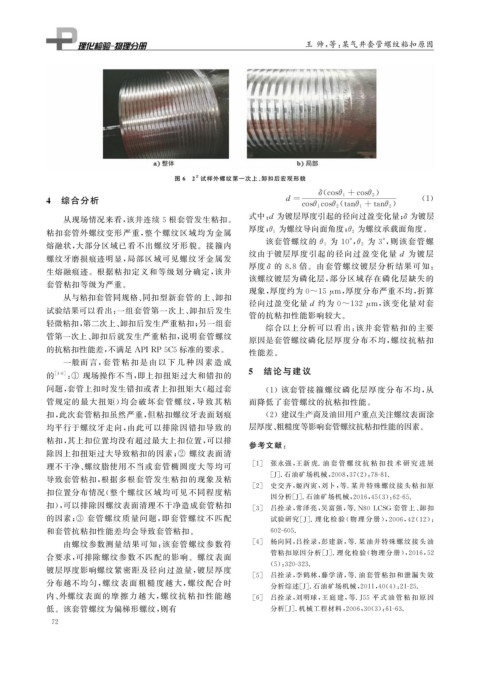
图 6 2 试样外螺纹第一次上、 卸扣后宏观形貌
)
δ ( cosθ 1 +cos θ 2
4 综合分析 d = ( ) ( 1 )
cosθ 1 cosθ 2 tanθ 1 +tan θ 2
式中: d 为镀层厚度引起的径向过盈变化量; δ 为镀层
从现场情况来看, 该井连续 5 根套管发生粘扣。
为螺纹承载面角度。
粘扣套管外螺纹变形严重, 整个螺纹区域均为金属 厚度; θ 1 为螺纹导向面角度; θ 2
为 3° , 则该套管螺
熔融状, 大部分区域已看不出螺纹牙形貌。接箍内 该套管螺纹的θ 1 为 10° , θ 2
纹由于镀层厚度引起的径向过盈变化量 d 为镀层
螺纹牙磨损痕迹明显, 局部区域可见螺纹牙金属发
厚度 δ 的 8.8 倍。由套管螺纹镀层分析结果可知:
生熔融痕迹。根据粘扣定义和等级划分确定, 该井
该螺纹镀层为磷化层, 部分区域存在磷化层缺失的
套管粘扣等级为严重。
现象, 厚度约为 0~15 μ m , 厚度分布严重不均, 折算
从与粘扣套管同规格、 同扣型新套管的上、 卸扣
径向过盈变化量d 约为 0~132 μ m , 该变化量对套
试验结果可以看出: 一组套管第一次上、 卸扣后发生
管的抗粘扣性能影响较大。
轻微粘扣, 第二次上、 卸扣后发生严重粘扣; 另一组套
综合以上分析可以看出: 该井套管粘扣的主要
管第一次上、 卸扣后就发生严重粘扣, 说明套管螺纹 原因是套管螺纹磷化层厚度分布不均, 螺纹抗粘扣
的抗粘扣性能差, 不满足 APIRP5C5标准的要求。 性能差。
一般而 言, 套 管 粘 扣 是 由 以 下 几 种 因 素 造 成
的 [ 4-6 ] : ① 现场操作不当, 即上扣扭矩过大和错扣的 5 结论与建议
问题, 套管上扣时发生错扣或者上扣扭矩大( 超过套 ( 1 )该套管接箍螺纹磷化层厚度分布不均, 从
管规定的最大扭矩) 均会破坏套管螺 纹, 导 致其粘 而降低了套管螺纹的抗粘扣性能。
扣, 此次套管粘扣虽然严重, 但粘扣螺纹牙表面划痕 ( 2 )建议生产商及油田用户重点关注螺纹表面涂
均平行于螺纹牙走向, 由此可以排除因错扣导致的 层厚度、 粗糙度等影响套管螺纹抗粘扣性能的因素。
粘扣, 其上扣位置均没有超过最大上扣位置, 可以排
参考文献:
除因上扣扭矩过大导致粘扣的因素; ② 螺纹表面清
[ 1 ] 张永强, 王新 虎 . 油 套 管 螺 纹 抗 粘 扣 技 术 研 究 进 展
理不干净、 螺纹脂使用不当或套管椭圆度大等均可
[ J ] . 石油矿场机械, 2008 , 37 ( 2 ): 78-81.
导致套管粘扣, 根据多根套管发生粘扣的现象及粘
[ 2 ] 史交齐, 姬丙寅, 刘卜, 等 . 某井特殊螺纹接头 粘 扣 原
扣位置分布情况( 整个螺纹区域均可见不同程度粘
因分析[ J ] . 石油矿场机械, 2016 , 45 ( 3 ): 62-65.
扣), 可以排除因螺纹表面清理不干净造成套管粘扣 [ 3 ] 吕拴录, 常泽亮, 吴富强, 等 .N80LCSG 套管上、 卸扣
的因素; ③ 套管螺纹质量问题, 即套管螺纹不匹配 试验研究[ J ] . 理 化 检 验 ( 物 理 分 册), 2006 , 42 ( 12 ):
和套管抗粘扣性能差均会导致套管粘扣。 602-605.
由螺纹参数测量结果可知: 该套管螺纹参数符 [ 4 ] 杨向同, 吕拴录, 彭建新, 等 . 某油井特殊螺纹 接 头 油
合要求, 可排除螺纹参数不匹配的影响。螺纹表面 管粘扣原因分析[ J ] . 理化检验( 物理分 册), 2016 , 52
( 5 ): 320-323.
镀层厚度影响螺纹紧密距及径向过盈量, 镀层厚度
[ 5 ] 吕拴录, 李鹤林, 藤学清, 等 . 油套管粘扣和泄 漏 失 效
分布越不均匀, 螺纹表面粗糙度越大, 螺纹 配合时
分析综述[ J ] . 石油矿场机械, 2011 , 40 ( 4 ): 21-25.
内、 外螺纹表面的摩擦力越大, 螺纹抗粘扣 性能越 [ 6 ] 吕拴录, 刘明球, 王 庭 建, 等 .J55 平 式 油 管 粘 扣 原 因
低。该套管螺纹为偏梯形螺纹, 则有 分析[ J ] . 机械工程材料, 2006 , 30 ( 3 ): 61-63.
7 2