
Page 76 - 理化检验-物理分册2022年第七期
P. 76
杜佳美, 等: 40CrNiMoA 钢低倍缺陷产生原因
更大的马氏体组织。 表 3 连铸工艺参数优化前后对比
拉速 / 结晶器电磁 末端电磁 二冷比水量 / 轻压
3 工艺优化改进措施 项目
-1
-1
( m · min ) 搅拌电流 / A 搅拌电流 / A ( L · k g )下量 / mm
经过分析, 虽然可以排除材料低倍缺陷为心部 优化前 0.90 250 150 0.30 9
优化后 0.80 350 300 0.25 15
裂纹缺陷, 但是如果在后续的锻造加工过程中不能
消除中心缺陷, 同样会影响到零件的最终使用性能, 3.2 轧制工艺参数优化
为改善这一缺陷, 需要提高材料心部的致密度, 减少 为使材料轧后组织更为致密, 减少心部贝氏体
等异常组织, 并减轻铸坯带来的心部缺陷, 需要对轧
中心疏松, 同时需要减少中心偏析, 并防止心部非平
制工艺参数进行如下优化: 提高加热温度, 并保持一
衡态组织出现。这就需要对连铸工艺参数及轧制过
定的高温扩散加热时间, 使碳、 磷、 硫等易偏析元素
程工艺参数进行优化。
3.1 连铸工艺参数优化 及其他合金元素等得以充分扩散, 减轻材料的心部
偏析缺陷; 同时适当增加高压除鳞水压力, 创造轧制
该材 料 生 产 的 铸 坯 断 面 尺 寸 为 300 mm ×
过程中材料外冷心热的条件, 从而使轧制力能够往
325mm ( 长 × 宽), 为改善材料心部的疏松及中心偏
析等缺陷, 首先需要对连铸过程中相关参数进行优 心部渗透, 达到减轻材料心部疏松的目的; 此外, 还
化, 包括首末端电磁搅拌参数、 连铸拉速、 二冷比水 需要降低圆钢的终轧温度, 防止终轧时心部温度过
高, 在随后的冷却过程中, 心部易出现贝氏体甚至马
量等, 经过模拟计算并多次现场试验得出了最优的
连铸相关参数 [ 6-7 ] , 连铸工艺参数优化前后对比结果 氏体异常组织 [ 8 ] , 轧制工艺参数优化前后对比结果
如表 4 所示。
如表 3 所示。
表 4 轧制工艺参数优化前后对比
加热温度 加热总时间 / 高压除鳞水 终轧
项目
加热一段 / ℃ 加热二段 / ℃ 均热段 / ℃ min 压力 / MPa 温度 / ℃
优化前 1000~1100 1150~1200 1150~1200 180~240 ≥15 930~980
优化后 1050~1150 1200~1250 1200~1250 300~360 ≥18 870~910
轧后在冷床上对圆钢进行快速收集, 并进坑缓冷, 表 5 工艺改进前后圆钢低倍缺陷评级对比结果
要求进坑温度大于500℃ , 缓冷48h后出坑, 要求出坑 项目 中心疏松 / 级 中心偏析 / 级 一般疏松 / 级 其他
温度不超过200℃ , 缓冷工艺同样是防止材料在轧后 中心隐约有疑似
改进前 1.0 1.5 0.5
[ 9 ]
冷却过程中出现贝氏体、 马氏体等异常组织 。 “ 裂纹” 出现
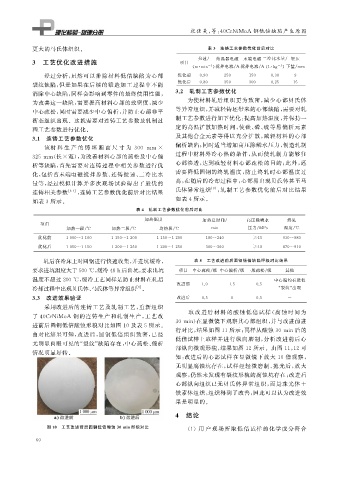
3.3 改进效果验证 改进后 0.5 0 0.5 -
采用改进后的连铸工艺及轧制工艺, 重新组织
取 改 进 后 材 料 的 酸 蚀 低 倍 试 样 ( 腐 蚀 时 间 为
了 40CrNiMoA 钢的连铸生产和轧制生产, 工艺改
30min ) 在显微镜下观察其心部组织, 并与改进前进
进前后圆钢低倍酸蚀形貌对比如图 10 及表 5 所示。
行对比, 结果如图 11 所示; 同样从酸蚀 30min后的
由对比结果可知, 改进后, 圆钢低倍组织致密, 已经
低倍试样上取样并进行纵向磨制, 分析改进前后心
无明显肉眼可见的“ 裂纹” 缺陷存在, 中心疏松、 偏析
部纵向微观形貌, 结果如图 12 所示。由图 11 , 12 可
情况明显好转。
知: 改进后的心部试样在显微镜下放大 10 倍观察,
无明显腐蚀坑存在, 试样经轻微磨制、 抛光后, 放大
观察, 仍然未发现有裂纹形貌的腐蚀坑存在; 改进后
心部纵向组织已无贝氏体异常组织, 而是珠光体 +
铁素体组织, 组织得到了改善, 因此可以认为改进效
果是明显的。
4 结论
图 10 工艺改进前后圆钢低倍酸蚀 30min形貌对比 ( 1 )用 户现场所取低倍试样的化学成分符合
6 0