
Page 63 - 理化检验-物理分册2022年第三期
P. 63
海 超, 等: 热轧钢板高频直缝电阻焊接制管开裂原因
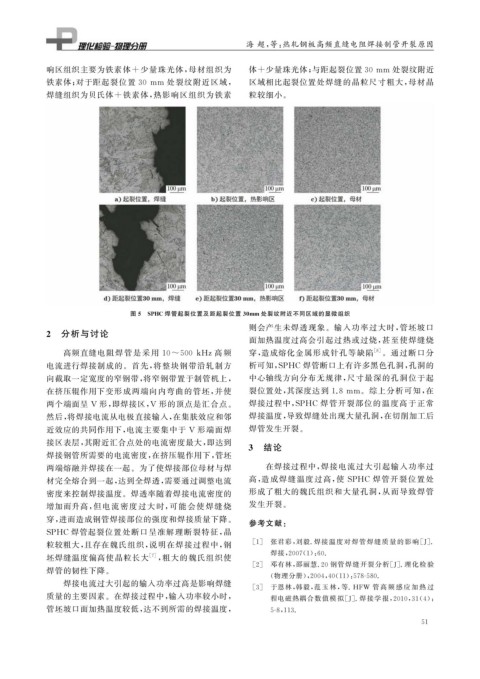
响区组织主要为铁素体 + 少量珠光体, 母材组织为 体 + 少量珠光体; 与距起裂位置 30mm 处裂纹附近
铁素体; 对于距起裂位置 30 mm 处裂纹附近区域, 区域相比起裂位置处焊缝的晶粒尺寸粗大, 母材晶
焊缝组织为贝氏体 + 铁素体, 热影响区组织为铁素 粒较细小。
图 5 SPHC 焊管起裂位置及距起裂位置 30mm 处裂纹附近不同区域的显微组织
则会产生未焊透现象。输入功率过大时, 管坯坡口
2 分析与讨论
面加热温度过高会引起过热或过烧, 甚至使焊缝烧
高频直缝电阻焊管是采用 10~500kHz 高频 穿, 造成熔化金属形成针孔等缺陷 [ 8 ] 。通过断口分
电流进行焊接制成的。首先, 将整块钢带沿轧制方 析可知, SPHC 焊管断口上有许多黑色孔洞, 孔洞的
向截取一定宽度的窄钢带, 将窄钢带置于制管机上, 中心轴线方向分布无规律, 尺寸最深的孔洞位于起
在挤压辊作用下变形成两端向内弯曲的管坯, 并使 裂位置处, 其深度达到 1.8 mm 。综上分析可知, 在
两个端面呈 V 形, 即焊接区, V 形的顶点是汇合点。 焊接过程中, SPHC 焊管开裂部位的温度高于正常
然后, 将焊接电流从电极直接输入, 在集肤效应和邻 焊接温度, 导致焊缝处出现大量孔洞, 在切削加工后
近效应的共同作用下, 电流主要集中于 V 形端面焊 焊管发生开裂。
接区表层, 其附近汇合点处的电流密度最大, 即达到
3 结论
焊接钢管所需要的电流密度, 在挤压辊作用下, 管坯
两端熔融并焊接在一起。为了使焊接部位母材与焊 在焊接过程中, 焊接电流过大引起输入功率过
材完全熔合到一起, 达到全焊透, 需要通过调整电流 高, 造成焊缝温度过高, 使 SPHC 焊管开裂位置处
密度来控制焊接温度。焊透率随着焊接电流密度的 形成了粗大的魏氏组织和大量孔洞, 从而导致焊管
增加而升高, 但电流密度过大时, 可能会使 焊缝烧 发生开裂。
穿, 进而造成钢管焊接部位的强度和焊接质量下降。 参考文献:
SPHC 焊管起裂位置处断口呈准解理断裂特征, 晶
粒较粗大, 且存在魏氏组织, 说明在焊接过程中, 钢 [ 1 ] 张君彩, 刘毅 . 焊接温度对焊管焊缝质量 的 影 响[ J ] .
坯焊缝温度偏高使晶粒长大 [ 7 ] , 粗大的魏氏组织使 焊接, 2007 ( 1 ): 60.
[ 2 ] 邓有林, 邵丽慧 .20 钢管焊缝开裂分析[ J ] . 理化检验
焊管的韧性下降。
( 物理分册), 2004 , 40 ( 11 ): 578-580.
焊接电流过大引起的输入功率过高是影响焊缝
[ 3 ] 于恩林, 韩毅, 范 玉 林, 等 .HFW 管 高 频 感 应 加 热 过
质量的主要因素。在焊接过程中, 输入功率较小时, 程电磁热耦合数值模拟[ J ] . 焊接学报, 2010 , 31 ( 4 ):
管坯坡口面加热温度较低, 达不到所需的焊接温度, 5-8 , 113.
5 1