
Page 62 - 理化检验-物理分册2022年第三期
P. 62
海 超, 等: 热轧钢板高频直缝电阻焊接制管开裂原因
可知该开裂焊管的化学成分符合本钢的内控标准。 清洗后, 置于 SUPRA55 型扫描电镜下观察断口的
表 1 开裂 SPHC 焊管的化学成分 微观形貌。
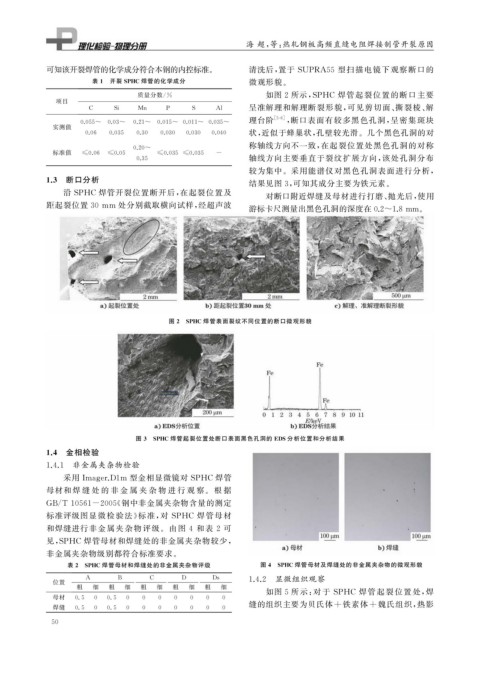
如图 2 所示, SPHC 焊管起裂位置的断口主要
质量分数 / %
项目
C Si Mn P S Al 呈准解理和解理断裂形貌, 可见剪切面、 撕裂棱、 解
理台阶 [ 5-6 ] , 断口表面有较多黑色孔洞, 呈密集斑块
0.055~ 0.03~ 0.21~ 0.015~ 0.011~ 0.035~
实测值
0.06 0.035 0.30 0.030 0.030 0.040 状, 近似于蜂巢状, 孔壁较光滑。几个黑色孔洞的对
称轴线方向不一致, 在起裂位置处黑色孔洞的对称
0.20~
标准值 ≤0.06 ≤0.05 ≤0.035 ≤0.035 -
0.35 轴线方向主要垂直于裂纹扩展方向, 该处孔洞分布
较为集中。采用能谱仪对黑色孔洞表面进行分析,
1.3 断口分析
结果见图 3 , 可知其成分主要为铁元素。
沿 SPHC 焊管开裂位置断开后, 在起裂位置及
对断口附近焊缝及母材进行打磨、 抛光后, 使用
距起裂位置 30mm 处分别截取横向试样, 经超声波
游标卡尺测量出黑色孔洞的深度在0.2~1.8mm 。
图 2 SPHC 焊管表面裂纹不同位置的断口微观形貌
图 3 SPHC 焊管起裂位置处断口表面黑色孔洞的 EDS分析位置和分析结果
1.4 金相检验
1.4.1 非金属夹杂物检验
采用Ima g er.D1m 型金相显微镜对 SPHC 焊管
母材和 焊 缝 处 的 非 金 属 夹 杂 物 进 行 观 察。 根 据
GB / T10561-2005 《 钢中非金属夹杂物含量的测定
标准评级图显微检验法》 标准, 对 SPHC 焊管母材
和焊缝进行非金属夹杂物评级。由图 4 和表 2 可
见, SPHC 焊管母材和焊缝处的非金属夹杂物较少,
非金属夹杂物级别都符合标准要求。
表 2 SPHC 焊管母材和焊缝处的非金属夹杂物评级 图 4 SPHC 焊管母材及焊缝处的非金属夹杂物的微观形貌
A B C D Ds 1.4.2 显微组织观察
位置
粗 细 粗 细 粗 细 粗 细 粗 细
如图 5 所示: 对于 SPHC 焊管起裂位置处, 焊
母材 0.5 0 0.5 0 0 0 0 0 0 0
焊缝 0.5 0 0.5 0 0 0 0 0 0 0 缝的组织主要为贝氏体 + 铁素体 + 魏氏组织, 热影
5 0