
Page 92 - 理化检验-物理分册2021年第十一期
P. 92
肖乾发, 等: 30CrMnSi 钢筒形件旋压开裂的原因及改进措施
图1 旋压开裂筒形件的宏观形貌
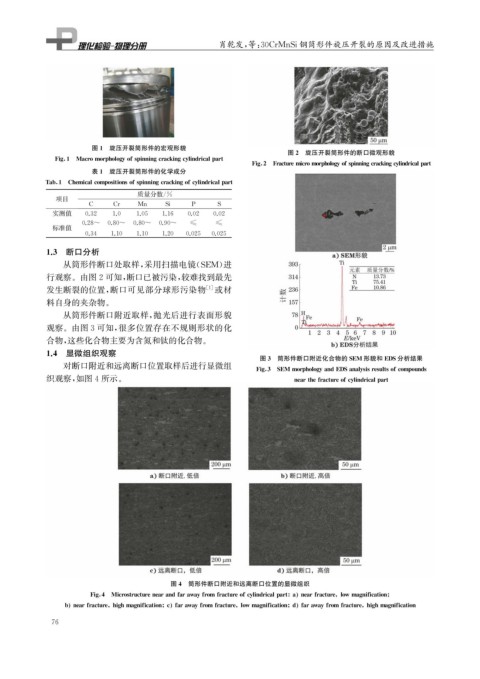
图2 旋压开裂筒形件的断口微观形貌
Fi g 1 Macromor p holo gy ofs p innin g crackin g c y lindrical p art
Fi g 2 Fracturemicromor p holo gy ofs p innin g crackin g c y lindrical p art
表1 旋压开裂筒形件的化学成分
Tab 1 Chemicalcom p ositionsofs p innin g crackin g ofc y lindrical p art
质量分数 / %
项目
C Cr Mn Si P S
实测值 0.32 1.0 1.05 1.16 0.02 0.02
0.28~ 0.80~ 0.80~ 0.90~ ≤ ≤
标准值
0.34 1.10 1.10 1.20 0.025 0.025
1.3 断口分析
从筒形件断口处取样, 采用扫描电镜( SEM ) 进
行观察。由图2可知, 断口已被污染, 较难找到最先
发生断裂的位置, 断口可见部分球形污染物 [ 1 ] 或材
料自身的夹杂物。
从筒形件断口附近取样, 抛光后进行表面形貌
观察。由图3可知, 很多位置存在不规则形状的化
合物, 这些化合物主要为含氮和钛的化合物。
1.4 显微组织观察
图3 筒形件断口附近化合物的SEM 形貌和 EDS分析结果
对断口附近和远离断口位置取样后进行显微组
Fi g 3 SEM mor p holo gy andEDSanal y sisresultsofcom p ounds
织观察, 如图4所示。 nearthefractureofc y lindrical p art
图4 筒形件断口附近和远离断口位置的显微组织
Fi g 4 Microstructurenearandfarawa y fromfractureofc y lindrical p art a nearfracture lowma g nification
b nearfracture hi g hma g nification c farawa y fromfracture lowma g nification d farawa y fromfracture hi g hma g nification
7 6