
Page 70 - 理化检验-物理分册2021年第十期
P. 70
胡少梅, 等: 扩孔钢酸洗后表面色差形成原因
( 铁橄榄石) 。因为
[ 8 ]
基体界面处形成 2FeO · SiO 2
铁橄榄石熔点低( 1170℃ ), 形成熔融状态后便会
以楔形侵入氧化铁皮与钢基体中。此种氧化铁皮与
钢基体界面形成特殊复杂结构的鳞层。该种复杂结
构氧化铁皮相对普通氧化铁皮更难在除鳞工艺中完
全去除。对微区表面氧化铁皮凸起部位进行能谱分
析, 可见存在铁橄榄石和氧化铁的混合结构。此类
结构的氧化铁皮同样难以通过除鳞工艺完全去除。
1.4 酸洗板表面色差形貌及能谱分析
图7为酸洗板表面色差显微形貌, 其中区域 A
为酸洗板深色区域, 区域 B 为酸洗板浅色区域。酸
洗板表面呈现明显色差, 浅色区域和深色区域呈条
带状分布, 显微镜下两区域存在明显界限, 能谱分析
未发现欠酸洗氧化铁皮和残留的铁橄榄石。对色差
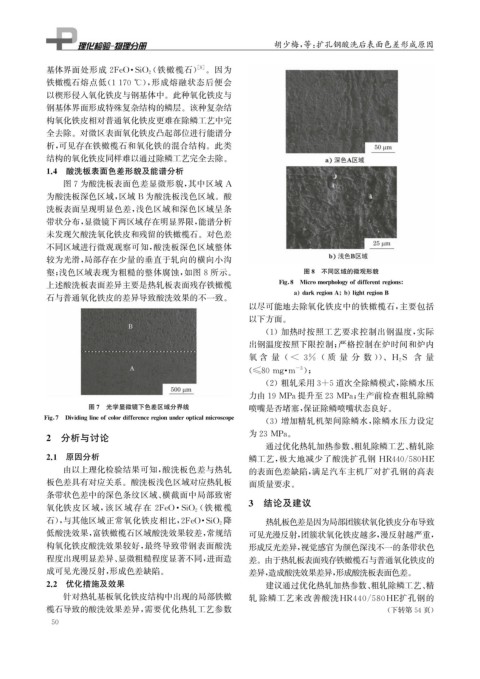
不同区域进行微观观察可知, 酸洗板深色区域整体
较为光滑, 局部存在少量的垂直于轧向的横向小沟
壑; 浅色区域表现为粗糙的整体腐蚀, 如图8所示。 图8 不同区域的微观形貌
上述酸洗板表面差异主要是热轧板表面残存铁橄榄 Fi g 8 Micromor p holo gy ofdifferentre g ions
a darkre g ionA b li g htre g ionB
石与普通氧化铁皮的差异导致酸洗效果的不一致。
以尽可能地去除氧化铁皮中的铁橄榄石, 主要包括
以下方面。
( 1 )加热时按照工艺要求控制出钢温度, 实际
出钢温度按照下限控制; 严格控制在炉时间和炉内
氧 含 量 ( < 3% ( 质 量 分 数 ))、 H 2 S 含 量
-3
( ≤80m g m );
·
( 2 )粗轧采用3+5道次全除鳞模式, 除鳞水压
力由19MPa提升至23MPa ; 生产前检查粗轧除鳞
图7 光学显微镜下色差区域分界线 喷嘴是否堵塞, 保证除鳞喷嘴状态良好。
Fi g 7 Dividin g lineofcolordifferencere g ionundero p ticalmicrosco p e ( 3 )增加精轧机架间除鳞水, 除鳞水压力设定
2 分析与讨论 为23MPa 。
通过优化热轧加热参数、 粗轧除鳞工艺、 精轧除
2.1 原因分析 鳞工艺, 极大地减少了酸洗扩孔钢 HR440 / 580HE
由以上理化检验结果可知, 酸洗板色差与热轧 的表面色差缺陷, 满足汽车主机厂对扩孔钢的高表
板色差具有对应关系。酸洗板浅色区域对应热轧板 面质量要求。
条带状色差中的深色条纹区域、 横截面中局部致密
( 铁橄榄 3 结论及建议
氧化铁皮区域, 该区域存在 2FeO · SiO 2
降
石), 与其他区域正常氧化铁皮相比, 2FeO · SiO 2 热轧板色差是因为局部团簇状氧化铁皮分布导致
低酸洗效果, 富铁橄榄石区域酸洗效果较差, 常规结 可见光漫反射, 团簇状氧化铁皮越多, 漫反射越严重,
构氧化铁皮酸洗效果较好, 最终导致带钢表面酸洗 形成反光差异, 视觉感官为颜色深浅不一的条带状色
程度出现明显差异、 显微粗糙程度显著不同, 进而造 差。由于热轧板表面残存铁橄榄石与普通氧化铁皮的
成可见光漫反射, 形成色差缺陷。 差异, 造成酸洗效果差异, 形成酸洗板表面色差。
2.2 优化措施及效果 建议通过优化热轧加热参数、 粗轧除鳞工艺、 精
针对热轧基板氧化铁皮结构中出现的局部铁橄 轧 除鳞工艺来改善酸洗HR440 / 580HE 扩孔钢的
榄石导致的酸洗效果差异, 需要优化热轧工艺参数 ( 下转第54页)
5 0