
Page 44 - 理化检验-物理分册2021年第七期
P. 44
宋小勇, 等: 数控高速锯床加工 H 型钢拉伸试样的程序段设计及试验结果
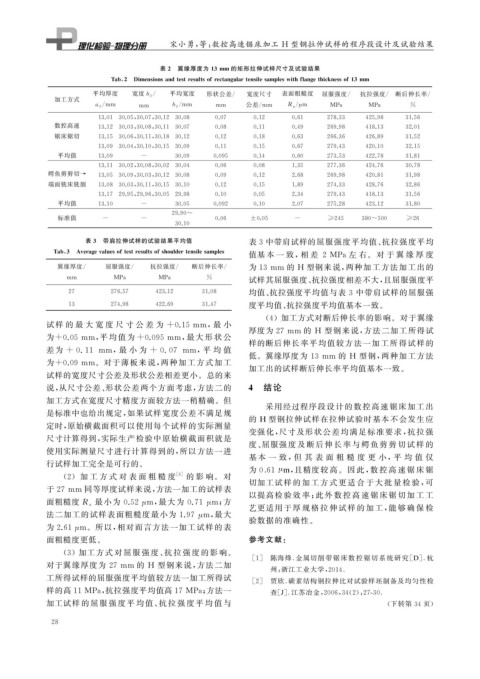
表 2 翼缘厚度为 13mm 的矩形拉伸试样尺寸及试验结果
Tab 2 Dimensionsandtestresultsofrectan g ulartensilesam p leswithflan g ethicknessof13mm
平均厚度 宽度b 0 / 平均宽度 形状公差 / 宽度尺寸 表面粗糙度 屈服强度 / 抗拉强度 / 断后伸长率 /
加工方式
/
/
/
a 0 mm mm b 0 mm mm 公差 / mm R a μ m MPa MPa %
13.01 30.05 , 30.07 , 30.12 30.08 0.07 0.12 0.61 278.33 425.98 31.56
数控高速 13.12 30.03 , 30.08 , 30.11 30.07 0.08 0.11 0.49 269.98 418.13 32.01
锯床锯切 13.15 30.06 , 30.11 , 30.18 30.12 0.12 0.18 0.63 266.36 426.89 31.52
13.09 30.04 , 30.10 , 30.15 30.09 0.11 0.15 0.67 279.43 420.10 32.15
平均值 13.09 - 30.09 0.095 0.14 0.60 273.53 422.78 31.81
13.11 30.02 , 30.08 , 30.02 30.04 0.06 0.08 1.35 277.36 424.76 30.78
鳄鱼剪剪切 → 13.05 30.09 , 30.03 , 30.12 30.08 0.09 0.12 2.68 269.98 420.81 31.98
端面铣床铣削 13.08 30.03 , 30.11 , 30.15 30.10 0.12 0.15 1.89 274.33 428.76 32.86
13.17 29.95 , 29.96 , 30.05 29.98 0.10 0.05 2.34 279.43 418.13 31.56
平均值 13.10 - 30.05 0.092 0.10 2.07 275.28 423.12 31.80
29.90~
标准值 - - 0.06 ±0.05 - ≥245 380~500 ≥26
30.10
表 3 带肩拉伸试样的试验结果平均值 表 3 中带肩试样的屈服强度平均值、 抗拉强度平均
Tab 3 Avera g evaluesoftestresultsofshouldertensilesam p les 值基 本 一 致, 相 差 2MPa左 右。 对 于 翼 缘 厚 度
为 13mm 的 H 型钢来说, 两种加工方法加工出的
翼缘厚度 / 屈服强度 / 抗拉强度 / 断后伸长率 /
mm MPa MPa % 试样其屈服强度、 抗拉强度相差不大, 且屈服强度平
27 276.57 423.12 31.08 均值、 抗拉强度平均值与表 3 中带肩试样的屈服强
13 274.98 422.69 31.47 度平均值、 抗拉强度平均值基本一致。
( 4 )加工方式对断后伸长率的影响。对于翼缘
试 样 的 最 大 宽 度 尺 寸 公 差 为 +0.15mm , 最 小
厚度为 27mm 的 H 型钢来说, 方法二加工所得试
为 +0.05mm , 平 均 值 为 +0.095mm , 最 大 形 状 公
样的断后伸长率平均值较方法一加工所得试样的
差为 +0.11 mm , 最 小 为 +0.07 mm , 平 均 值
低。翼缘厚度为 13mm 的 H 型钢, 两种加工方法
为 +0.09mm 。对于薄板来说, 两种加工方 式加工
加工出的试样断后伸长率平均值基本一致。
试样的宽度尺寸公差及形状公差相差更小。总的来
说, 从尺寸公差、 形状公差两个方面考虑, 方法二的 4 结论
加工方式在宽度尺寸精度方面较方法一稍精确。但
采用经过程序段设计的数控高速锯床加工出
是标准中也给出规定, 如果试样宽度公差不满足规
的 H 型钢拉伸试样在拉伸试验时基本不会发生应
定时, 原始横截面积可以使用每个试样的实际测量
变强化, 尺寸及形状公差均满足标准要求, 抗拉强
尺寸计算得到, 实际生产检验中原始横截面积就是
度、 屈服强 度 及 断 后 伸 长 率 与 鳄 鱼 剪 剪 切 试 样 的
使用实际测量尺寸进行计算得到的, 所以方法一进
基 本 一 致, 但 其 表 面 粗 糙 度 更 小, 平 均 值 仅
行试样加工完全是可行的。
为 0.61μm , 且精度较 高。 因 此, 数 控 高 速 锯 床 锯
( 2 )加 工 方 式 对 表 面 粗 糙 度 [ 6 ] 的 影 响。 对
切加工试 样 的 加 工 方 式 更 适 合 于 大 批 量 检 验, 可
于 27mm 同等厚度试样来说, 方法一加工的试样表
以提高检 验 效 率; 此 外 数 控 高 速 锯 床 锯 切 加 工 工
最小为 0.52 μ m , 最大为 0.71 μ m ; 方
面粗糙度 R a
艺更适用 于 厚 规 格 拉 伸 试 样 的 加 工, 能 够 确 保 检
法二加工的试样表面粗糙度最小为 1.97 μ m , 最大
验数据的准确性。
为 2.61 μ m 。所以, 相对而言方法一加工试样的表
面粗糙度更低。 参考文献:
( 3 )加工方 式 对 屈 服 强 度、 抗 拉 强 度 的 影 响。
[ 1 ] 陈海烽 . 金属切削 带 锯 床 数 控 锯 切 系 统 研 究[ D ] . 杭
对于翼缘厚度为 27mm 的 H 型钢来说, 方法二加
州: 浙江工业大学, 2014.
工所得试样的屈服强度平均值较方法一加工所得试 [ 2 ] 贾欣 . 碳素结构钢拉伸比对试验样坯制备及均匀性检
样的高11MPa , 抗拉强度平均值高17MPa ; 方法一 查[ J ] . 江苏冶金, 2006 , 34 ( 2 ): 27-30.
加工试样 的 屈 服 强 度 平 均 值、 抗 拉 强 度 平 均 值 与 ( 下转第 34 页)
2 8