
Page 84 - 理化检验-物理分册2021年第四期
P. 84
徐 程, 等: 某型号战车内部管路组件开裂原因
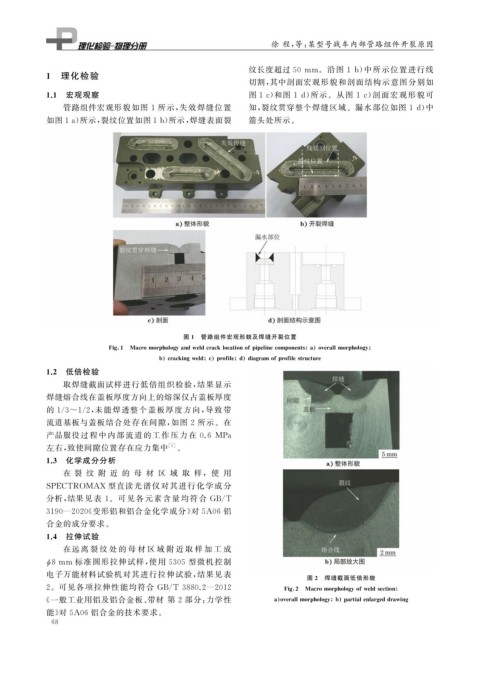
纹长度超过 50mm 。沿图 1b ) 中所示位置进行线
1 理化检验
切割, 其中剖面宏观形貌和剖面结构示意图分别如
1.1 宏观观察 图 1c ) 和图 1d ) 所示。从图 1c ) 剖面宏观形貌可
管路组件宏观形貌如图 1 所示, 失效焊缝位置 知, 裂纹贯穿整个焊缝区域。漏水部位如图 1d ) 中
如图1a ) 所示, 裂纹位置如图1b ) 所示, 焊缝表面裂 箭头处所示。
图 1 管路组件宏观形貌及焊缝开裂位置
Fi g 1 Macromor p holo gy andweldcracklocationof p i p elinecom p onents a overallmor p holo gy
b crackin gweld c p rofile d dia g ramof p rofilestructure
1.2 低倍检验
取焊缝截面试样进行低倍组织检验, 结果显示
焊缝熔合线在盖板厚度方向上的熔深仅占盖板厚度
的 1 / 3~1 / 2 , 未能焊透整个盖板厚度方向, 导致带
流道基板与盖板结合处存在间隙, 如图 2 所示。在
产品服役过 程中内部流道的工 作 压 力 在 0.6 MPa
左右, 致使间隙位置存在应力集中 [ 1 ] 。
1.3 化学成分分析
在 裂 纹 附 近 的 母 材 区 域 取 样,使 用
SPECTROMAX 型直读光谱仪对其进行化 学成分
分析, 结果见表 1 。可见各元素含量均 符合 GB / T
3190 — 2020 《 变形铝和铝合金化学成分》 对 5A06 铝
合金的成分要求。
1.4 拉伸试验
在远 离 裂 纹 处 的 母 材 区 域 附 近 取 样 加 工 成
ϕ 8mm 标准圆形拉伸试样, 使用 5305 型微机控制
电子万能材料试验机对其进行拉伸试验, 结果见表
图 2 焊缝截面低倍形貌
2 。可见各项拉伸性能均符合 GB / T3880.2 — 2012 Fi g 2 Macromor p holo gy ofweldsection
《 一般工业用铝及铝合金板、 带材 第 2 部分: 力学性 a overallmor p holo gy b p artialenlar g eddrawin g
能》 对 5A06 铝合金的技术要求。
6 8