
Page 60 - 理化检验-物理分册2021年第四期
P. 60
李万超, 等: 某锅炉屏式过热器异种钢焊接接头断裂原因
和弯曲变形, 焊缝表面及母材边缘有两处打磨测硬
度痕迹, 焊缝表面呈两次盖面。 G102 钢管外表面覆
有一层红褐色灰渣, 并有部分掉落。
对断口横截面进行观察, 如图 2 所示, 由于高温
蒸汽的氧化及冲刷作用, 原始断裂面消失, 断口较平
齐且无明显塑性变形, 表面覆盖一层氧化物。观察
G102钢管内壁, 有部分氧化皮脱落。焊缝断口表面
图 1 断裂接头的宏观形貌 靠近外壁处有一直径约 3 mm 的焊渣缺陷, 说明
ϕ
Fi g 1 Macromor p holo gy ofthefractured j oint 焊接质量不佳, 焊渣缺陷附近有一条长约 25mm 的
熔合线环向开裂。 管子整体无明显胀粗、 壁厚减薄 打磨测硬度痕迹。
图 2 断口宏观形貌
Fi g 2 Macromor p holo gy offracture
a G102steeltubesidefracture b weldsidefracture c weldin g sla g
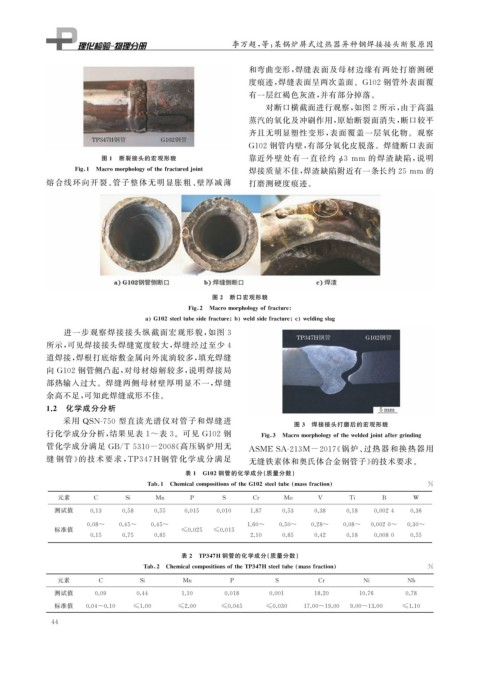
进一步观察焊接接头纵截面宏观形貌, 如图 3
所示, 可见焊接接头焊缝宽度较大, 焊缝经过至少 4
道焊接, 焊根打底熔敷金属向外流淌较多, 填充焊缝
向 G102 钢管侧凸起, 对母材熔解较多, 说明焊接局
部热输入过大。焊缝两侧母材壁厚明显不一, 焊缝
余高不足, 可知此焊缝成形不佳。
1.2 化学成分分析
采用 QSN-750 型直读光谱仪对管子和焊缝进 图 3 焊接接头打磨后的宏观形貌
行化学成分分析, 结果见表 1~ 表 3 。可见 G102 钢 Fi g 3 Macromor p holo gy ofthewelded j ointafter g rindin g
管化学成分满足 GB / T5310-2008 《 高压锅炉用无 ASMESA-213M-2017 《 锅炉、 过热器和换热器用
缝 钢管》 的技术要求, TP347H钢管化学成分满足 无缝铁素体和奥氏体合金钢管子》 的技术要求。
表 1 G102 钢管的化学成分( 质量分数)
Tab 1 Chemicalcom p ositionsoftheG102steeltube massfraction %
元素 C Si Mn P S Cr Mo V Ti B W
测试值 0.13 0.58 0.55 0.015 0.010 1.87 0.53 0.38 0.18 0.0024 0.36
0.08~ 0.45~ 0.45~ 1.60~ 0.50~ 0.28~ 0.08~ 0.0020~ 0.30~
标准值 ≤0.025 ≤0.015
0.15 0.75 0.65 2.10 0.65 0.42 0.18 0.0080 0.55
表 2 TP347H 钢管的化学成分( 质量分数)
Tab 2 Chemicalcom p ositionsoftheTP347Hsteeltube massfraction %
元素 C Si Mn P S Cr Ni Nb
测试值 0.09 0.44 1.10 0.018 0.001 18.20 10.76 0.78
标准值 0.04~0.10 ≤1.00 ≤2.00 ≤0.045 ≤0.030 17.00~19.00 9.00~13.00 ≤1.10
4 4