
Page 36 - 理化检验-物理分册2019年第五期
P. 36
周 崎, 等: 不同厚度 50Mn钢板火焰切割热影响区范围
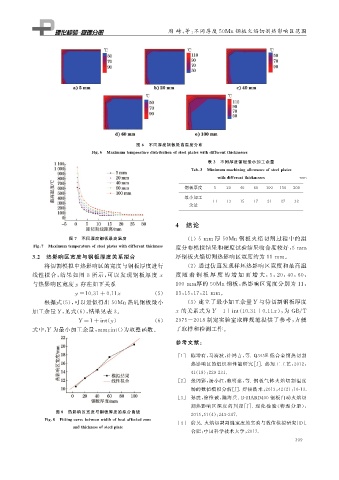
图 6 不同厚度钢板最高温度分布
Fi g 敭6 Maximumtem p eraturedistributionofsteel p lateswithdifferentthicknesses
表 3 不同厚度钢板最小加工余量
Tab敭3 Minimum machinin g allowanceofsteel p lates
withdifferentthicknesses mm
钢板厚度 5 20 40 60 100 150 200
最小加工
11 13 15 17 21 27 32
余量
4 结论
图 7 不同厚度钢板最高温度 ( 1 ) 5mm 厚 50Mn 钢板火焰切割过程中的温
Fi g 敭7 Maximumtem p eratureofsteel p lateswithdifferentthickness
度分布模拟结果和硬度试验结果吻合度较好, 5mm
3.2 热影响区宽度与钢板厚度关系拟合 厚钢板火焰切割热影响区宽度约为 11mm .
将切割模拟中热影响区的宽度与钢板厚度进行 ( 2 )通过仿真发现样坯热影响区宽度和最高温
线性拟合, 结果如图 8 所示, 可以发现钢板厚度 x 度 随 着 钢 板 厚 度 的 增 加 而 增 大, 5 , 20 , 40 , 60 ,
与热影响区宽度 y 存在如下关系 100mm厚的 50Mn 钢板, 热影响区宽度分别为 11 ,
y= 10.31+0.11x ( 5 ) 13 , 15 , 17 , 21mm .
根据式( 5 ), 可以近似得出 50Mn热轧钢板最小 ( 3 )建立了最小加工余量Y 与待切割钢板厚度
加工余量Y , 见式( 6 ), 结果见表 3 . x 的关系式为Y=1+int ( 10.31+0.11x ), 为 GB / T
Y = 1+ int ( ) ( 6 ) 2975-2018 制定实验室取样规范提供了参考, 方便
y
式中: Y 为最小加工余量, mm ; int () 为取整函数. 了取样和检测工作.
参考文献:
[ 1 ] 陈增有, 马清波, 许鸿吉, 等 .Q345E 低合金钢热切割
热影响区的组织和性能研究[ J ] . 热加工工艺, 2012 ,
41 ( 18 ): 229G231.
[ 2 ] 张闪影, 汤小红, 赖明建, 等 . 钢板气体火焰切割温度
场的数值模拟分析[ J ] . 焊接技术, 2013 , 42 ( 2 ): 10G13.
[ 3 ] 孙震, 徐惟诚, 陆海兵 .BGHARD400 钢板自动火焰切
割热影响区 深 度 的 判 定[ J ] . 理 化 检 验 ( 物 理 分 册),
图 8 热影响区宽度与钢板厚度的拟合曲线
2015 , 51 ( 4 ): 243G247.
Fi g 敭8 Fittin g curvebetweenwidthofheataffectedzone
[ 4 ] 俞昊 . 火焰切割割缝宽度的实验与数值模拟研究[ D ] .
andthicknessofsteel p late
合肥: 中国科学技术大学, 2017.
3 0 9