
Page 46 - 理化检验-物理分册2025年第三期
P. 46
叶淋泉,等:PETG悬臂梁冲击强度测定的主要影响因素
势),然后会快速降低,尺寸增大约0.1 mm,冲击强
度降低16.4%,这主要是由于注塑过程中分子量较
小的低聚物或链式结构的物质更加容易在注塑过程
中受热游离至表面,从而造成表面韧性更强,在注塑
缺口较小时,表面韧性与缺口尺寸达到一定的平衡
(甚至在缺口处堆积),一旦缺口尺寸大到足以打破
这个平衡,便会使冲击强度迅速降低;而机械加工缺
图 1 缺口成型工艺对冲击强度的影响 口尺寸变大将会使冲击强度一直呈抛物线下降的趋
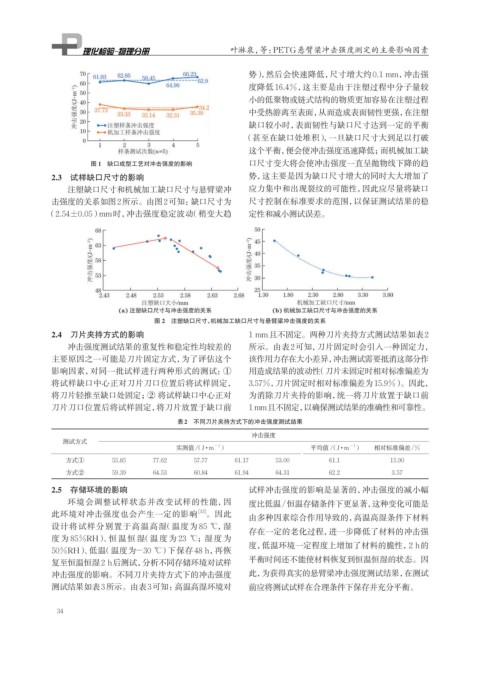
2.3 试样缺口尺寸的影响 势,这主要是因为缺口尺寸增大的同时大大增加了
注塑缺口尺寸和机械加工缺口尺寸与悬臂梁冲 应力集中和出现裂纹的可能性,因此应尽量将缺口
击强度的关系如图2所示。由图2可知:缺口尺寸为 尺寸控制在标准要求的范围,以保证测试结果的稳
(2.54±0.05) mm时,冲击强度稳定波动(稍变大趋 定性和减小测试误差。
图 2 注塑缺口尺寸、机械加工缺口尺寸与悬臂梁冲击强度的关系
2.4 刀片夹持方式的影响 1 mm且不固定。两种刀片夹持方式测试结果如表2
冲击强度测试结果的重复性和稳定性均较差的 所示。由表2可知,刀片固定时会引入一种固定力,
主要原因之一可能是刀片固定方式,为了评估这个 该作用力存在大小差异,冲击测试需要抵消这部分作
影响因素,对同一批试样进行两种形式的测试:① 用造成结果的波动性(刀片未固定时相对标准偏差为
将试样缺口中心正对刀片刀口位置后将试样固定, 3.57%,刀片固定时相对标准偏差为15.9%)。因此,
将刀片轻推至缺口处固定;② 将试样缺口中心正对 为消除刀片夹持的影响,统一将刀片放置于缺口前
刀片刀口位置后将试样固定,将刀片放置于缺口前 1 mm且不固定, 以确保测试结果的准确性和可靠性。
表2 不同刀片夹持方式下的冲击强度测试结果
冲击强度
测试方式
−1 −1
实测值/(J·m ) 平均值 /(J·m ) 相对标准偏差/%
方式① 55.85 77.62 57.77 61.17 53.00 61.1 15.90
方式② 59.39 64.53 60.84 61.94 64.31 62.2 3.57
2.5 存储环境的影响 试样冲击强度的影响是显著的,冲击强度的减小幅
环境会调整试样状态并改变试样的性能,因 度比低温/恒温存储条件下更显著, 这种变化可能是
此环境对冲击强度也会产生一定的影响 [12] 。因此 由多种因素综合作用导致的,高温高湿条件下材料
设计将试样分别置于高温高湿(温度为 85 ℃, 湿
存在一定的老化过程,进一步降低了材料的冲击强
度为 85%RH)、恒温恒湿(温度为 23 ℃;湿度为
度,低温环境一定程度上增加了材料的脆性,2 h的
50%RH)、低温(温度为-30 ℃) 下保存 48 h,再恢
复至恒温恒湿2 h后测试,分析不同存储环境对试样 平衡时间还不能使材料恢复到恒温恒湿的状态。因
冲击强度的影响。不同刀片夹持方式下的冲击强度 此,为获得真实的悬臂梁冲击强度测试结果,在测试
测试结果如表3所示。由表3可知:高温高湿环境对 前应将测试试样在合理条件下保存并充分平衡。
34