
Page 53 - 理化检验-物理分册2024年第十二期
P. 53
谢 磊,等:动车组用铸造产品制造工艺缺陷
1.5 铸造产品热处理工艺缺陷
某动车组用下摆臂底座材料为铸造铝合金。下
摆臂底座外观及断裂位置如图9所示, 断裂位置见标
记处,断裂处未见明显塑性变形特征。将底座解剖
后,铸件心部可见缩孔缺陷。断面粗糙且有发亮的
小刻面,呈典型的脆性断口特征。下摆臂底座显微
组织形貌如图10所示。由图10可知:下摆臂底座显
微组织为α-Al基体+针状和片状共晶硅+少量块
图 4 车钩棘爪断口 SEM 形貌
状初生硅。结果表明,下摆臂底座的显微组织为未
变质状态,针状共晶硅切割了基体的连续性,易在冲
击载荷作用下沿共晶硅针处发生脆性开裂现象。
1.6 铸造缺陷焊修工艺引起的缺陷
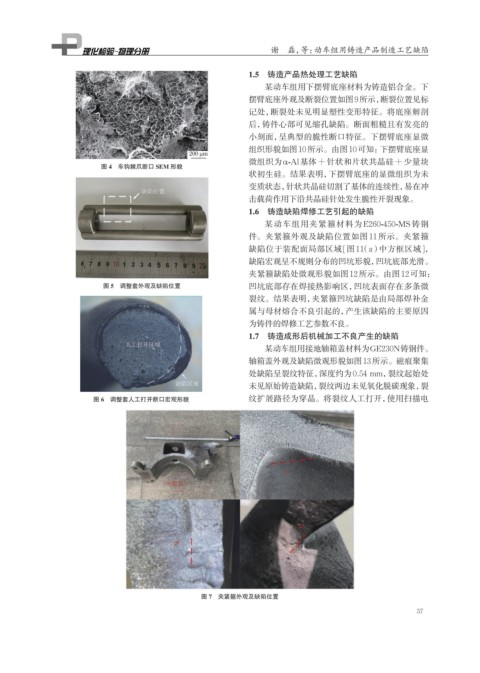
某动车组用夹紧箍材料为E260-450-MS铸钢
件。夹紧箍外观及缺陷位置如图 11所示。夹紧箍
缺陷位于装配面局部区域[图11(a)中方框区域],
缺陷宏观呈不规则分布的凹坑形貌,凹坑底部光滑。
夹紧箍缺陷处微观形貌如图12所示。由图12可知:
图 5 调整套外观及缺陷位置 凹坑底部存在焊接热影响区,凹坑表面存在多条微
裂纹。结果表明,夹紧箍凹坑缺陷是由局部焊补金
属与母材熔合不良引起的,产生该缺陷的主要原因
为铸件的焊修工艺参数不良。
1.7 铸造成形后机械加工不良产生的缺陷
某动车组用接地轴箱盖材料为GE230N铸钢件。
轴箱盖外观及缺陷微观形貌如图13所示。磁痕聚集
处缺陷呈裂纹特征,深度约为0.54 mm,裂纹起始处
未见原始铸造缺陷,裂纹两边未见氧化脱碳现象,裂
图 6 调整套人工打开断口宏观形貌 纹扩展路径为穿晶。将裂纹人工打开,使用扫描电
图 7 夹紧箍外观及缺陷位置
37