
Page 52 - 理化检验-物理分册2024年第十二期
P. 52
谢 磊,等:动车组用铸造产品制造工艺缺陷
中的应用将会继续发展。 载荷下发生过载开裂现象。
笔者对几起铸造产品的制造工艺缺陷进行分 1.2 铸造产品的原始铸造缩松缺陷
析,分别从原始铸造缺陷、铸造缺陷焊修后未消除工 某动车组用车钩棘爪材料为铸铁件,其断口宏观
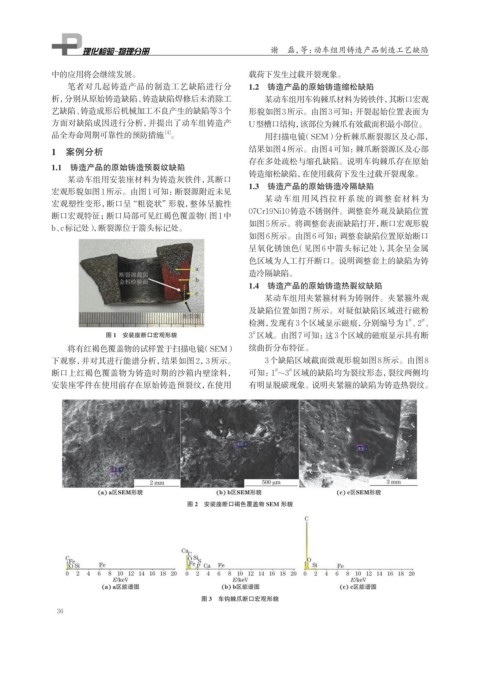
艺缺陷、铸造成形后机械加工不良产生的缺陷等3个 形貌如图3所示。由图3可知:开裂起始位置表面为
方面对缺陷成因进行分析,并提出了动车组铸造产 U型槽口结构, 该部位为棘爪有效截面积最小部位。
品全寿命周期可靠性的预防措施 。 用扫描电镜(SEM)分析棘爪断裂源区及心部,
[4]
1 案例分析 结果如图4所示。由图4可知:棘爪断裂源区及心部
存在多处疏松与缩孔缺陷。说明车钩棘爪存在原始
1.1 铸造产品的原始铸造预裂纹缺陷
铸造缩松缺陷,在使用载荷下发生过载开裂现象。
某动车组用安装座材料为铸造灰铁件,其断口
1.3 铸造产品的原始铸造冷隔缺陷
宏观形貌如图1所示。由图1可知:断裂源附近未见
某动车组用风挡拉杆系统的调整套材料为
宏观塑性变形,断口呈“粗瓷状”形貌,整体呈脆性
07Cr19Ni10铸造不锈钢件。调整套外观及缺陷位置
断口宏观特征;断口局部可见红褐色覆盖物(图1中
如图5所示。将调整套表面缺陷打开, 断口宏观形貌
b、c标记处) ,断裂源位于箭头标记处。
如图6所示。由图6可知:调整套缺陷位置原始断口
呈氧化锈蚀色(见图6中箭头标记处),其余呈金属
色区域为人工打开断口。说明调整套上的缺陷为铸
造冷隔缺陷。
1.4 铸造产品的原始铸造热裂纹缺陷
某动车组用夹紧箍材料为铸钢件。夹紧箍外观
及缺陷位置如图7所示。对疑似缺陷区域进行磁粉
检测,发现有3个区域显示磁痕,分别编号为1 、2 、
#
#
#
图 1 安装座断口宏观形貌 3 区域。由图7可知:这3个区域的磁痕显示具有断
将有红褐色覆盖物的试样置于扫描电镜(SEM) 续曲折分布特征。
下观察,并对其进行能谱分析,结果如图2,3所示。 3个缺陷区域截面微观形貌如图8所示。由图8
#
#
断口上红褐色覆盖物为铸造时期的沙箱内壁涂料, 可知:1 ~3 区域的缺陷均为裂纹形态,裂纹两侧均
安装座零件在使用前存在原始铸造预裂纹,在使用 有明显脱碳现象。说明夹紧箍的缺陷为铸造热裂纹。
图 2 安装座断口褐色覆盖物 SEM 形貌
图 3 车钩棘爪断口宏观形貌
36