
Page 49 - 理化检验-物理分册2024年第八期
P. 49
王毅磊,等:冷轧薄板激光切割热影响区的深度及性能
图 2 试样显微组织形貌
图 5 不同厚度对热影响区深度的影响
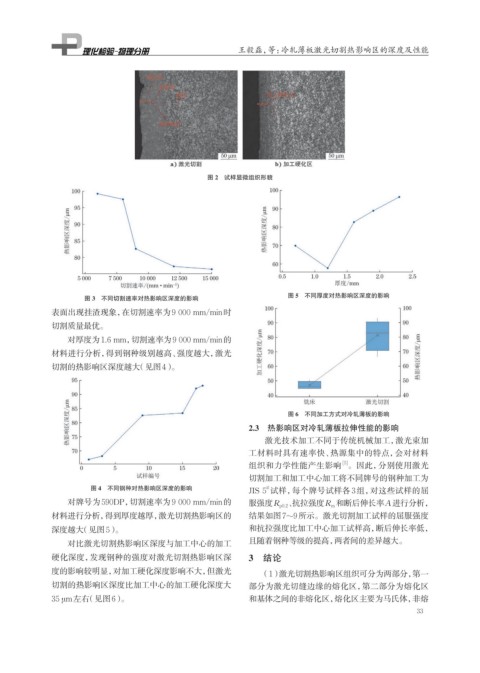
图 3 不同切割速率对热影响区深度的影响
表面出现挂渣现象,在切割速率为9 000 mm/min时
切割质量最优。
对厚度为1.6 mm,切割速率为9 000 mm/min的
材料进行分析,得到钢种级别越高、强度越大,激光
切割的热影响区深度越大(见图4)。
图 6 不同加工方式对冷轧薄板的影响
2.3 热影响区对冷轧薄板拉伸性能的影响
激光技术加工不同于传统机械加工,激光束加
工材料时具有速率快、热源集中的特点,会对材料
组织和力学性能产生影响 。因此,分别使用激光
[5]
切割加工和加工中心加工将不同牌号的钢种加工为
图 4 不同钢种对热影响区深度的影响 JIS 5 试样,每个牌号试样各3组,对这些试样的屈
#
对牌号为590DP,切割速率为9 000 mm/min的 服强度R p0.2 、抗拉强度R m 和断后伸长率A进行分析,
材料进行分析,得到厚度越厚,激光切割热影响区的 结果如图7~9所示。激光切割加工试样的屈服强度
深度越大(见图5)。 和抗拉强度比加工中心加工试样高,断后伸长率低,
对比激光切割热影响区深度与加工中心的加工 且随着钢种等级的提高,两者间的差异越大。
硬化深度,发现钢种的强度对激光切割热影响区深 3 结论
度的影响较明显,对加工硬化深度影响不大,但激光 (1)激光切割热影响区组织可分为两部分,第一
切割的热影响区深度比加工中心的加工硬化深度大 部分为激光切缝边缘的熔化区,第二部分为熔化区
35 μm左右 (见图6)。 和基体之间的非熔化区,熔化区主要为马氏体,非熔
33