
Page 48 - 理化检验-物理分册2024年第八期
P. 48
王毅磊,等:冷轧薄板激光切割热影响区的深度及性能
备》中推荐直径或厚度小于15 mm钢材的激光切割
加工余量应为1~2 mm,未对厚度为0.1~3 mm的薄
板和薄带激光切割加工余量进行进一步说明。为此,
笔者选取不同厚度、不同强度的冷轧薄板钢材,对激
光切割的热影响区进行深入研究,分析了热影响区
组织形貌的变化,以便判定热影响区深度,通过拉伸
试验确定了激光切割对力学性能的影响。通过该研
究,对GB/T 2975—2018 进行验证与补充,同时为
生产工艺的改进提供了可靠参数。
1 试验方案
1.1 试验材料及切割速率
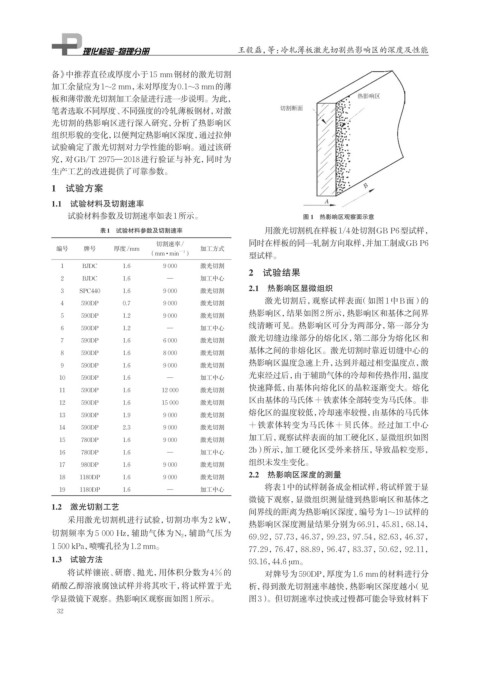
试验材料参数及切割速率如表1所示。 图 1 热影响区观察面示意
表1 试验材料参数及切割速率 用激光切割机在样板1/4处切割GB P6型试样,
切割速率/ 同时在样板的同一轧制方向取样,并加工制成GB P6
编号 牌号 厚度/mm 加工方式
(mm · min −1 ) 型试样。
1 BJDC 1.6 9 000 激光切割
2 试验结果
2 BJDC 1.6 — 加工中心
2.1 热影响区显微组织
3 SPC440 1.6 9 000 激光切割
激光切割后,观察试样表面(如图1中B面)的
4 590DP 0.7 9 000 激光切割
热影响区,结果如图2所示,热影响区和基体之间界
5 590DP 1.2 9 000 激光切割
线清晰可见。热影响区可分为两部分,第一部分为
6 590DP 1.2 — 加工中心
7 590DP 1.6 6 000 激光切割 激光切缝边缘部分的熔化区,第二部分为熔化区和
8 590DP 1.6 8 000 激光切割 基体之间的非熔化区。激光切割时靠近切缝中心的
9 590DP 1.6 9 000 激光切割 热影响区温度急速上升,达到并超过相变温度点,激
10 590DP 1.6 — 加工中心 光束经过后,由于辅助气体的冷却和传热作用,温度
快速降低,由基体向熔化区的晶粒逐渐变大。熔化
11 590DP 1.6 12 000 激光切割
区由基体的马氏体+铁素体全部转变为马氏体。非
12 590DP 1.6 15 000 激光切割
熔化区的温度较低,冷却速率较慢,由基体的马氏体
13 590DP 1.9 9 000 激光切割
+铁素体转变为马氏体+贝氏体。经过加工中心
14 590DP 2.3 9 000 激光切割
15 780DP 1.6 9 000 激光切割 加工后,观察试样表面的加工硬化区,显微组织如图
16 780DP 1.6 — 加工中心 2b)所示,加工硬化区受外来挤压,导致晶粒变形,
17 980DP 1.6 9 000 激光切割 组织未发生变化。
2.2 热影响区深度的测量
18 1180DP 1.6 9 000 激光切割
将表1中的试样制备成金相试样, 将试样置于显
19 1180DP 1.6 — 加工中心
微镜下观察,显微组织测量缝到热影响区和基体之
1.2 激光切割工艺
间界线的距离为热影响区深度,编号为1~19试样的
采用激光切割机进行试验,切割功率为2 kW,
热影响区深度测量结果分别为66.91,45.81,68.14,
切割频率为5 000 Hz,辅助气体为N 2 ,辅助气压为
69.92,57.73,46.37,99.23,97.54,82.63,46.37,
1 500 kPa,喷嘴孔径为1.2 mm。 77.29,76.47,88.89,96.47,83.37,50.62,92.11,
1.3 试验方法 93.16,44.6 μm。
将试样镶嵌、研磨、抛光,用体积分数为4%的 对牌号为590DP,厚度为1.6 mm的材料进行分
硝酸乙醇溶液腐蚀试样并将其吹干,将试样置于光 析,得到激光切割速率越快,热影响区深度越小(见
学显微镜下观察。热影响区观察面如图1所示。 图3)。但切割速率过快或过慢都可能会导致材料下
32