
Page 93 - 理化检验-物理分册2023年第十期
P. 93
陈 杰, 等: 钢材试样加工工艺设计与试验
表2 不同工艺路线下冲击试样加工工序时间 min
时间
工艺路线 锯床粗切 双面铣 锯床 锯床 立铣 普通锯床 四带锯
标识 合计
样坯 定长 定长 定厚 定厚 分段 分段
常规加工工艺 15 - 29 90.0 37.5 24 - 7 202.5
类韶钢工艺路线 29 20 - 90.0 37.5 - 20 7 203.5
初始工艺路线 29 - 16 90.0 37.5 - 20 7 199.5
精简工艺路线 51 - - 22.5 5.0 8 - 7 93.5
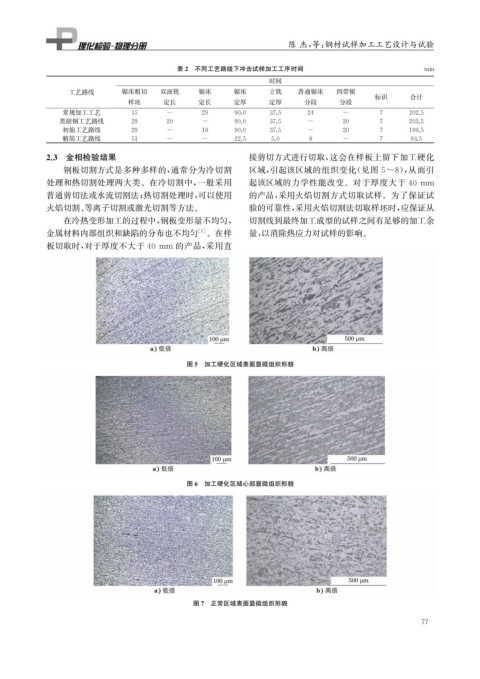
2.3 金相检验结果 接剪切方式进行切取, 这会在样板上留下加工硬化
钢板切割方式是多种多样的, 通常分为冷切割 区域, 引起该区域的组织变化( 见图 5~8 ), 从而引
处理和热切割处理两大类。在冷切割中, 一般采用 起该区域的力学性能改变。对于厚度大于 40mm
普通剪切法或水流切割法; 热切割处理时, 可以使用 的产品, 采用火焰切割方式切取试样。为了保证试
火焰切割、 等离子切割或激光切割等方法。 验的可靠性, 采用火焰切割法切取样坯时, 应保证从
在冷热变形加工的过程中, 钢板变形量不均匀, 切割线到最终加工成型的试样之间有足够的加工余
金属材料内部组织和缺陷的分布也不均匀 [ 1 ] 。在样 量, 以消除热应力对试样的影响。
板切取时, 对于厚度不大于40mm 的产品, 采用直
图5 加工硬化区域表面显微组织形貌
图6 加工硬化区域心部显微组织形貌
图7 正常区域表面显微组织形貌
7
7