
Page 92 - 理化检验-物理分册2023年第十期
P. 92
陈 杰, 等: 钢材试样加工工艺设计与试验
表1 中厚板取窄样试验取样方案
项目时期 分类 钢种 厚度 / mm 钢板取样尺寸 /( mm×mm )
16~25 150×500
剪切钢板( 厚度不大于40mm ) Q235B ( 或 Q355B )
初始阶段 25~40 150×500
火切钢板( 厚度大于40mm ) Q235B ( 或 Q355B ) 40~60 120×500
8~16 120×500
剪切钢板( 厚度不大于40mm )
试生产阶段 Q235B 、 Q355系列 >16~40 120×500
火切钢板( 厚度大于40mm ) 40~80 120×500
2 试验过程及结果
2.1 加工工艺路线
在钢产品检测用试样的加工环节, 冲击试样的
加工工序最复杂, 其所涉及的加工设备也最多; 另
外, 在取样方向上, 冲击试样分为纵向冲击试样( 与
钢板的轧制方向一致) 与横向冲击试样( 与钢板的轧
制方向垂直)。
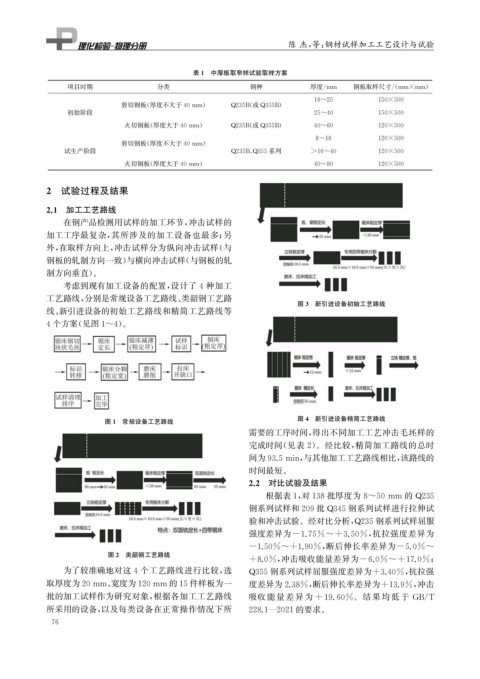
考虑到现有加工设备的配置, 设计了4种加工
工艺路线, 分别是常规设备工艺路线、 类韶钢工艺路
图3 新引进设备初始工艺路线
线、 新引进设备的初始工艺路线和精简工艺路线等
4个方案( 见图1~4 )。
图4 新引进设备精简工艺路线
图1 常规设备工艺路线
需要的工序时间, 得出不同加工工艺冲击毛坯样的
完成时间( 见表 2 )。经比较, 精简加工路线的总时
间为93.5min , 与其他加工工艺路线相比, 该路线的
时间最短。
2.2 对比试验及结果
根据表1 , 对138批厚度为8~50mm 的 Q235
钢系列试样和209批 Q345钢系列试样进行拉伸试
验和冲击试验。经对比分析, Q235钢系列试样屈服
强度差异为 -1.75%~+3.50% , 抗拉强度差异为
-1.50%~+1.90% , 断后伸长率差异为 -5.0%~
图2 类韶钢工艺路线
+8.0% , 冲击吸收能量差异为-6.0%~+17.0% ;
为了较准确地对这4个工艺路线进行比较, 选 Q355钢系列试样屈服强度差异为+3.40% , 抗拉强
取厚度为20mm 、 宽度为120mm 的15件样板为一 度差异为2.38% , 断后伸长率差异为+13.9% , 冲击
批的加工试样作为研究对象, 根据各加工工艺路线 吸收能量差异为 +19.60% 。结 果 均 低 于 GB / T
所采用的设备, 以及每类设备在正常操作情况下所 228.1 — 2021的要求。
7 6