
Page 71 - 理化检验-物理分册2023年第三期
P. 71
郑建军, 等: 风机叶片紧固螺栓断裂原因
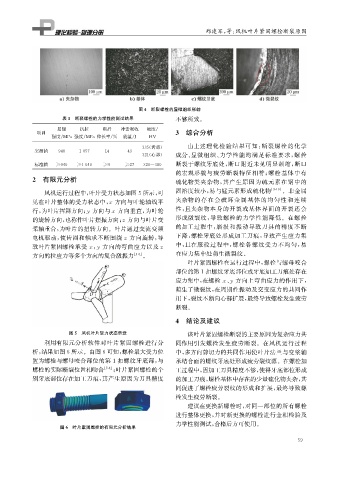
图4 断裂螺栓的显微组织形貌
表1 断裂螺栓的力学性能测试结果 不够所致。
屈服 抗拉 断后 冲击吸收 硬度 /
项目 3 综合分析
强度 / MPa 强度 / MPa 伸长率 / % 能量 / J HV
由上述理化检验结果可知: 断裂螺栓的化学
335 ( 齿部)
实测值 948 1057 14 43
321 ( 心部) 成分、 显微组织、 力学性能均满足标准要求, 螺栓
标准值 ≥940 ≥1040 ≥9 ≥27 320~380 断裂于螺纹牙底处, 断口附近未见明显颈缩, 断口
的宏观形貌与疲劳断裂特征相符; 螺栓基体中有
2 有限元分析 硫化物类夹杂物, 其产生原因为硫元素在钢中的
风机运行过程中, 叶片受力状态如图5所示, 可 固溶度较小, 易与锰元素形成硫化物 [ 9-10 ] 。非金属
见在叶片整体的受力状态中, x 方向与叶轮轴线平 夹杂物的存在会破坏金属基体的均匀性和连续
行, 为叶片挥舞方向; 方向与x 方向垂直, 为叶轮 性, 且夹杂物本身的开裂或基体界面的开裂还会
y
的旋转方向, 也称作叶片摆振方向; z 方向与叶片变 形成微裂纹, 导致螺栓的力学性能降低。在螺栓
桨轴重合, 为叶片的扭转方向。叶片通过交流变频 的加工过程中, 磨损和振动导致刀具的精度不断
电机驱动, 使齿圈和轴承不断围绕z 方向旋转, 导 下降, 螺栓牙底处形成加工刀痕, 导致产生应力集
中, 且在服役过程中, 螺栓各螺纹受力不均匀, 易
y
致叶片紧固螺栓承受 x , 方向的弯曲应力以及z
方向的拉应力等多个方向的复合激振力 [ 5-6 ] 。 在应力集中处萌生微裂纹。
叶片紧固螺栓在运行过程中, 螺栓与螺母咬合
部位的第1扣螺纹牙底部位或牙底加工刀痕处存在
应力集中, 在螺栓x 、 方向上弯曲应力的作用下,
y
萌生了微裂纹, 在周期性振动及交变应力的共同作
用下, 裂纹不断向心部扩展, 最终导致螺栓发生疲劳
断裂。
4 结论及建议
图5 风机叶片受力状态示意 该叶片紧固螺栓断裂的主要原因为复杂应力共
利用有限元分析软件对叶片紧固螺栓进行分 同作用引发螺栓发生疲劳断裂。在风机运行过程
析, 结果如图6所示。由图6可知: 螺栓最大受力位 中, 多方向剪切力的共同作用使叶片法兰与变桨轴
置为螺栓与螺母咬合部位的第1扣螺纹牙底部, 与 承结合面的螺纹牙底处形成疲劳裂纹源。在螺栓加
螺栓的实际断裂位置相吻合 [ 7-8 ] ; 叶片紧固螺栓的个 工过程中, 因加工刀具精度不够, 使得牙底部位形成
别牙底部位存在加工刀痕, 其产生原因为刀具精度 的加工刀痕, 螺栓基体中存在的少量硫化物夹杂, 共
同促进了螺栓疲劳裂纹的形成和扩展, 最终导致螺
栓发生疲劳断裂。
建议在更换新螺栓时, 对同一部位的所有螺栓
进行整体更换, 并对新更换的螺栓进行金相检验及
力学性能测试, 合格后方可使用。
图6 叶片紧固螺栓的有限元分析结果
9
5