
Page 56 - 理化检验-物理分册2023年第三期
P. 56
何胜豪, 等: 汽车发动机气门弹簧断裂原因
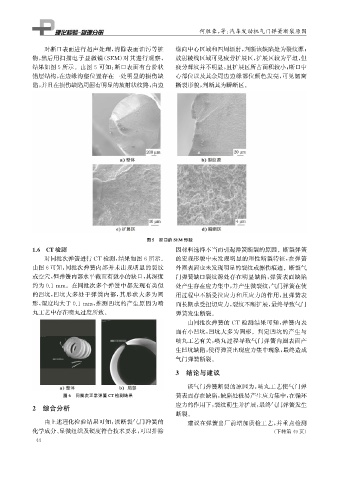
对断口表面进行超声处理, 清除表面油污等脏 缘向中心区域和四周辐射, 判断该缺陷处为裂纹源;
物, 然后用扫描电子显微镜( SEM ) 对其进行观察, 放射棱线区域可见疲劳扩展区, 扩展区较为平坦, 但
结果如图5所示。由图5可知: 断口表面有台阶状 疲劳辉纹并不明显, 且扩展区所占面积较小; 断口中
错层结构, 在边缘沟壑位置存在一处明显的损伤缺 心部位以及其余周边边缘部位颜色发亮, 可见韧窝
陷, 并且在损伤缺陷周围有明显的放射状纹路, 由边 撕裂形貌, 判断其为瞬断区。
图5 断口的SEM 形貌
1.6 CT检测 因材料选择不当而引起弹簧断裂的原因。断裂弹簧
对同批次弹簧进行 CT 检测, 结果如图6所示。 的宏观形貌中未发现明显的塑性断裂特征, 在弹簧
由图6可知: 同批次弹簧内部并未出现明显的裂纹 外圈表面也未发现明显的裂纹或擦伤痕迹。断裂气
或空穴, 但弹簧内部水平截面有微小的缺口, 其深度 门弹簧缺口裂纹源处存在明显缺陷, 弹簧表面缺陷
约为0.1mm 。在同批次多个弹簧中都发现有类似 处产生存在应力集中, 并产生微裂纹, 气门弹簧在使
的凹坑, 凹坑大多处于弹簧内部, 其形状大多为圆 用过程中不断受拉应力和压应力的作用, 且弹簧表
形, 深度均大于0.1mm , 推测凹坑的产生原因为喷 面长期承受扭切应力, 裂纹不断扩展, 最终导致气门
丸工艺中存在喷丸过度所致。 弹簧发生断裂。
由同批次弹簧的 CT 检测结果可知, 弹簧内表
面有小凹坑, 凹坑大多为圆形。判定凹坑的产生与
喷丸工艺有关, 喷丸过程导致气门弹簧内圈表面产
生凹坑缺陷, 使得弹簧出现应力集中现象, 最终造成
气门弹簧断裂。
3 结论与建议
该气门弹簧断裂的原因为: 喷丸工艺使气门弹
图6 同批次正常弹簧 CT检测结果 簧表面存在缺陷, 缺陷处极易产生应力集中, 在循环
应力的作用下, 裂纹萌生并扩展, 最终气门弹簧发生
2 综合分析
断裂。
由上述理化检验结果可知, 该断裂气门弹簧的 建议在弹簧出厂前增加质检工艺, 并重点检测
化学成分、 显微组织及硬度符合技术要求, 可以排除 ( 下转第49页)
4 4