
Page 27 - 理化检验-物理分册2023年第三期
P. 27
杨皓珅, 等: 用于高端汽车板锌层附着力试验的自动涂胶制样方法
关, 急停开关的作用是紧急情况断电停机; 多功能盘 2.2 安全性
用来摆放不同尺寸的镀锌钢板, 固定到 y 轴驱动单元 结构胶在室温下挥发性弱, 使操作人员暴露于蒸
上, 可随 y 轴驱动单元前后移动; 滴定开关用于给采 汽的可能性很小, 但物料加热产生的蒸汽可能引起呼
胶装置通电和断电; 采胶装置用于采取胶桶里的胶, 吸刺激。自动涂胶机采用全封闭结构并配强排装置,
并通过出胶管和出胶头将胶涂到镀锌钢板表面; 温控 可减少结构胶加热产生蒸汽对人体健康的损害。
单元用于给加热管加热, 温度可根据环境温度适当调
节; 加热管绑在出胶管表面, 可以给管里的胶加热, 便 3 自动涂胶机参数优化
于辅助控制出胶速率; 出胶头固定到z 轴驱动单元 常压下 BETMATE1460N 结构胶动力黏度较
上, 可以随着z 轴驱动单元上下移动; z 轴驱动单元 大, 根据流体力学中液体的黏度随温度上升而减小
固定到x 轴驱动单元上, 可以随着x 轴驱动单元左 的特性, 对结构胶进行加温处理以提高胶体的流动
右移动; 控制单元通过编程控制x 轴驱动单元、 轴 性, 确保挥发物满足环保要求。
y
驱动单元、 z 轴驱动单元的移动方式, 从而控制采胶 其中试样厚度为常变量, 且差异较大, 自动涂胶
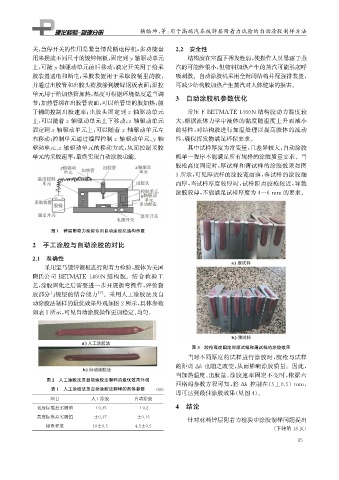
单元的采胶速率, 最终实现自动涂胶功能。 机单一程序不能满足所有规格的涂胶质量要求。当
胶枪高度固定时, 厚试样和薄试样的涂胶效果如图
3所示, 可见厚试样的涂胶宽而薄, 薄试样的涂胶细
而厚, 当试样厚度较厚时, 试样距离胶枪较近, 导致
涂胶较薄, 不能满足试样厚度为4~6mm 的要求。
图1 锌层附着力检验专用自动涂胶机结构示意
2 手工涂胶与自动涂胶的对比
2.1 准确性
采用宝马镀锌钢板进行附着力检验, 胶体为美国
陶氏公司 BETMATE1460N 结构胶。结合检验工
艺, 涂胶固化之后需要进一步开展折弯操作, 评价黏
胶部分与镀层的结合能力 。采用人工涂胶法及自
[ 4 ]
动涂胶法制样的最优效果外观如图2所示, 具体参数
如表1所示, 可见自动涂胶操作更加稳定、 均匀。
图3 胶枪高度固定时厚试样和薄试样的涂胶效果
当对不同厚度的试样进行涂胶时, 胶枪与试样
的距离 Δ h 也随之改变, 从而影响涂胶质量。因此,
当加热温度、 出胶量、 涂胶速率固定不变时, 依据六
图2 人工涂胶法及自动涂胶法制样的最优效果外观
西格玛参数方程可知, 将 Δh 控制在( 5±0.5 ) mm ,
表1 人工涂胶法及自动涂胶法制样的具体参数 mm
即可达到最佳涂胶效果( 见图4 )。
项目 人工涂胶 自动涂胶
宽度标准差实测值 ±0.45 ±0.2 4 结论
高度标准差实测值 ±0.37 ±0.15
针对材料锌层附着力检验中涂胶制样问题提出
标准要求 10±0.5 4.5±0.5
( 下转第18页)
5
1